FERRUM
– svenskt järn och stål genom tiderna
7
Jonas Lindwall
Ferrum
Lärarhandledning till
Tekniska museets utställning Ferrum
Tekniska museet 2000
© Tekniska museet 2000
Grafisk form: Chris Hinchcliffe
Förord
Välkommen till Ferrum
Järn har framställts i Sverige i minst 2500 år, och
som i de flesta samhällen har järnet och järnhanteringen haft en central plats inom både den sociala
och ekonomiska sfären. Tillgången till järn har i
många fall varit av en avgörande betydelse för ett
samhälles tekniska utveckling inom en rad skilda
verksamheter, från jordbruk till militärväsende.
Idag omges vi dagligen av järn och stål. Järnet har
spelat och spelar en stor roll i människors liv.
I Tekniska museets utställning Ferrum – svenskt
järn och stål genom tiderna, speglas järnhanteringens långa och händelserika historia.
Denna skrift är tänkt att vara ett komplement och
handledning till lärare som vill använda sig av utställningen i sin undervisning. Häftet är främst avsett för grundskolan 1 – 9 och gymnasieskolan
men bör även kunna användas i annan undervisning. I anslutning till Ferrum ligger utställningen
Gruvan, där kan man följa hur gruvarbetet förändras genom historien. Även till Gruvan finns en
lärarhandledning.
Häftets uppläggning
Lärarhandledningen är liksom utställningen kronologiskt upplagd, från metallerna som symbol
och den förhistoriska järnhanteringen till dagens
högteknologiska tillverkning av specialstål. Under rubriken ”Titta på” finns information om en
del av de utställda föremålen och modellerna,
samt tips på vad man särskilt bör lägga märke till.
Handledningen avslutas med tips på fortsatt och
fördjupande läsning samt exempel på frågeuppgifter till utställningen.
Ämneskopplingar och
ämnesövergripande studium
Järnhanteringen har en naturlig koppling till ämnena: historia, geografi, samhällskunskap, kemi
och teknik och är därför en utmärkt utgångspunkt
för ämnesövergripande studier. Man kan t ex tala
om hur järnhanteringen har påverkat och påverkar
natur- och kulturlandskapet (geografi och samhällskunskap); om hur människor har levt och försörjt sig i det förindustriella och industriella samhället (historia, samhällskunskap och geografi);
om vad järnhanteringen betytt och betyder för
Sveriges och andra länders ekonomi (samhällskunskap, historia och geografi); om vad den tekniska utvecklingen inom järnhanteringen betytt
för människan och samhälle (teknik och historia),
om olika typer av stål och dess betydelse förr och
idag (kemi, historia och samhällskunskap).
Utställningen
Utställningen Ferrum – svenskt järn och stål genom tiderna ligger på plan 1 i huvudbyggnaden.
Dit hittar du genom att gå ned för trappan direkt
till höger om entrén. Utställningens början är till
höger. Ferrum börjar med en presentation av alkemisternas sju metaller och följer sedan järnhanteringens historia från förromersk järnålder till idag.
Metallerna
– en gudagåva
Människan har i alla tider haft speciella förhållanden till metaller och den många gånger ”magiska”
framställningen av metaller. Vi har ibland gett metaller mänskliga egenskaper och vi har ibland tillskrivit människor metallers egenskaper. Många är
de sagor och myter som vi har vävt kring metaller.
De bringar människan både lycka och fördärv.
Metallerna har ibland sagts ha ett gudomligt ursprung.
”Guld och silver och alla metaller växer
i jorden under de himmelska gudarnas
inflytande. Guld tillordnas Solen, silver
Månen, bly Saturnus och järnet Mars.
Metallernas ursprung är i himmelen,
men de lagras i jorden och inte i de himlakroppar som utstrålar metallerna…”
För dem var talet sju magiskt och fyllt med hemlig
kunskap. Sju var himlakropparna med gudanamn,
samma namn som veckans dagar. Liksom Aristoteles föreställde sig alkemisterna att alla materiella ting förändras och utvecklas, att mineraler föds
och växer i jordens inre och under gynnsamma
omständigheter kan utvecklas till allt högre former och slutligen till guld. Enligt myterna hade
fallna änglar i sin åtrå efter jordens kvinnor, avslöjat hemligheten om hur förvandlingen till guld kan
påskyndas i laboratorium.
(Ur ”Alchemia” av Proklos, grekisk filosof, 410-485 e Kr.)
Den alkemistiska läran vävde samman kunskaper
om kemiska processer med filosofiska tankar, astrologi, myter och religion. I centrum för alkemin
stod de sju kända metallerna: Guld, silver, järn
koppar, kvicksilver, tenn och bly. För alkemisterna var metallerna av gudomligt ursprung.
Smeder vid en schaktugn. Grekisk vasmålning från 500-talet.
Titta på
Längs väggarna i utställningens första rum finns
montrar som innehåller spännande artefakter
och råämnen av var och en av alkemisternas sju
metaller. Bland annat finns det vikingatida järnsvärd och silversmycken, 1600-talets nödmynt
av koppar, kvicksilvertermometrar, blyrör, tennsoldater samt bysantinska guldmynt.
Extra intressant bland föremålen i montrarna är
en bit av ett meteoritjärn. Redan innan man kunde framställa järn så tillverkades föremål av järn.
8
Järnet kom till jorden med meteoriter. Vi vet att
meteoritjärn bearbetades bland annat i Egypten
under det 4:e årtusendet f Kr; av folkgrupper i
Anatolien under det 3:e årtusendet f Kr; av
Chou-dynastin i Kina under det 1:a årtusendet;
av Hopewellindianerna i Nordamerika, och relativt nyligen av eskimåer på Grönland. Innan man
lärt sig att tillverka järn ansågs meteoritjärn mer
värdefullt än guld. Här kan vi verkligen säga att
metallen är från himlen sänt!
Förhistorisk
järnhantering
Järnhanteringens historia inleds i Sverige ca 500 f
Kr. Det finns fynd som antyder att hanteringen
kan ha börjat redan några århundranden tidigare.
Därefter har järn producerats i Sverige med hjälp
av olika tekniker och i olika områden in i vår tid.
Det finns ofta ett samband mellan fyndplatser för
den äldsta järnhanteringen och bronsålderns boplatser. Det är ett intressant samband, som kanske
visar att järnhanteringen har uppstått i de metallurgiska miljöerna vid bronshanteringen. Järnet
”uppfanns” inte av en slump, utan är kanske resultatet av ett systematiskt sökande efter metallurgisk
kunskap.
Det var först när man började tillverka järn ur inhemska malmer som man på allvar började använda metaller. Detta kom att förändra människors
livsvillkor i betydande utsträckning. Smeden
smidde järnet till spikar och gångjärn, yxor och
knivar, hästskor och hjulringar, plogar och svärd.
Järnet gav bröd och arbete till många men makt
och rikedom till ett fåtal.
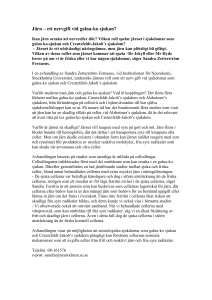
Den äldsta järnframställningen skedde i enkla
blästerugnar, en ugnstyp som kom att användas
under lång tid i Sverige. När de sista blästerugnarna slocknade under senare delen av 1800-talet
gick en över tvåtusen år gammal tradition i graven. I blästerugnen förvandlas järnmalm till smidbart järn i ett steg, därför kallas metoden också di-
Järnframställning i
blästerugn
De äldsta blästerugnarna var enkelt konstruerade.
Ugnarna var stenmurade med lerfodrade innerväggar.
Ugnsschaktet var ungefär 0,5-1,0 meter högt och hade
en diameter på 0,3-0,6 meter.
Hur gick då själva blästerugnsprocessen till? Innan man
kunde sätta upp malmen på blästerugnen var man
tvungen att rosta den. Rostningen skedde över öppen
eld på ett bål. Vid rostningen tog man bort svavel och
Sigurdsristningen, Sundby sn, Södermanland från 1000-tal.
Ristningen visar delar av sagan om Sigurd Fafnesbane.
Lägg märke till smedens utrustning i ristningens vänstra del.
rekt järnframställning. I teorin kan järnframställning i en blästerugn verka enkel, men verkligheten
är mer komplicerad. Vad som krävdes för att få
fram ett bra järn är inte lätt att veta. Ibland lyckades man. Ibland inte.
Från malm till järn
Råvaran för järnframställning är järnmalm som
finns i olika former. Järnmalm är ett mineral som
innehåller så hög halt av järn att det är lönsamt att
utvinna metallen. Malm är med andra ord ett ekonomiskt begrepp och inte ett geologiskt. Inom
geologin talar man om mineral och mineraliseringar.
Järn är ett av de vanligaste förkommande ämnena
i jordskorpan. Det finns i små mängder i princip
överallt, men i vissa områden förekommer järn
och andra mineral som kraftiga mineraliseringar
till följd av olika geologiska processer, t ex vulkanisk aktivitet.
kristallvatten. Båda dessa föroreningar hade annars
kommit att påverka processen i blästerugnen. Därefter
förvärmde man ugnen med ved. Sedan varvade man i
blästerugnen träkol och malm i lika delar. Kolet tändes
på och temperaturen ökades med hjälp av bälgar som
blåste in luft i ugnen. Under smältningsförloppet skiljer
sig malmens övriga beståndsdelar från järnet och bildar
en restprodukt som kallas slagg. Slaggen är mer lättflytande än järnet och rinner ur ugnen. Järnet samlades
vid forman (blästermunstycket) där det stelnade till en
s k järnlupp. Detta järn är i princip direkt smidbart men
måste med mekanisk bearbetning befrias från kvarvarande slagg. Metoden kallas för direkt järnframställning.
Därefter förädlades järnet till s k ämnesjärn.
9
Ett sådant område är Bergslagen. Där har det funnits malm, inte bara järnmalm utan också koppar
och silver i stora mängder.
För att utvinna denna naturresurs krävs tillskott av
kraft och energi. Kraft och energi har man, i ett
historiskt perspektiv, främst utvunnit från skogen
och vattendragen. Skogen gav värmeenergi i form
av ved för tillmakning i gruvorna och kol till
hyttorna och härdarna. Vattendragen tillförde mekanisk energi för att driva pumpar, bälgar och
hamrar.
Den röda malmen
Till den äldsta järnframställningsmetoden i blästerugnar användes en järnmalm som kallas limonit. Den finns i jord, myrar och på sjöbottnar. Beroende på var man hämtar malmen kallas den rödjord, myrmalm eller sjömalm. Utseendet på malmen skiftar. Någon malm ser ut som kaffesump,
en annan som ärtor eller bönor. Ibland har den formats till runda stycken som liknar mynt, då kallas
den för penningmalm. Myrmalmen grävdes fram
på somrarna ur myrarna. Under vintern då man
kunde arbeta från isen samlade man sjömalm från
sjöbottnarna. Efter det att malmen insamlats lade
man den att torka över sommaren, innan den fördes till blästerugnsplatsen. De allra flesta blästerugnar uppfördes i anslutning till den malmförande
sjön eller myren. På så sätt undvek man långa och
tunga malmtransporter.
Myrmalm och sjömalm har haft stor ekonomisk
betydelse i vissa delar av Sverige, bland annat
Småland, långt fram i tiden.
Om blästerjärn forts.
Järnframställning i en blästerugn genomförs på 4-6
timmar. Experiment har visat att 10 kg rostad rödjord
ger 4 kg järn, men detta kan variera kraftigt. Tidigare
ansåg forskare att den äldsta järnhanteringen var en
småskalig produktion om kanske några hundra kilo järn
per plats. Men den bilden håller kanske på att ändras.
Fynd från en järnframställningsplats i Söderåkra i
Småland, daterad till 400-talet f Kr, antyder där en total
produktion kring 30-50 ton.
10
Skrock och trolldom
för bra järn
Skrock och trolldom har länge varit i bruk för att
försäkra sig om lyckad järnframställning. Den
svenska folktron berättar om silvermynt som kastades i ugnen för att få bra järn. Men det finns också berättelser om långt hemskare metoder. Barn
skall ha slängts i ugnar för att förbättra järnets
kvalitet. Detta järn kallades då för trollstål.
Att man under förhistorien haft en rad föreställningar rörande järn och järnframställning vittnar
bland annat fynd av järnslagg i gravar om.
Titta på
Mitt i rummet finns en modell som visar
sjömalmsupptagning från isen en gråkall
vinterdag, och en del av de redskap man
använde hänger i taket.
Metoden att ta upp malm från sjöbottnar
finns dokumenterad från 1700-talet,
men traditionen går som sagt tillbaka till
järnåldern.
I en redogörelse för sjömalmsupptagning
från 1865 berättas följande: Först fick
man föra ner dragrakan i vattnet. Med
den drog man ihop malmen som fanns
på sjöbottnen. När all malm var ihopdragen till en hög satte man ner sällingen
och kastrakan. Med kastrakan ”kastades” malmen in i sällningen som drogs
upp och tömdes.
På 1700-talet antog man att sjömalm
skulle återbildas på kort tid. ”Denna
skatt är evig och outtömlig”, skrev vetenskapsmannen Emanuel Swedenborg.
100 år senare hade man blivit klokare.
Limonitbildningen gick mycket långsammare än vad man tidigare trodde och
malmen ”tog slut”. För många bruk i
Småland blev läget svårt då man var
tvungen att söka sig allt längre bort för
att finna malmen
Den medeltida
järnhanteringen
Under den äldre delen av medeltiden kom två av
de mest betydande innovationerna i den svenska
järnhanteringens historia, nämligen introduktionen av masugnen under senare delen av 1100-talet, samt den vattendrivna hammaren. Man kan
tycka att sådana nyheter helt skulle ha ersatt tidigare teknik, men så skedde inte. Den direkta järnhanteringen fortsatte att producera stora mängder
järn under medeltiden, fram till 1500-talet. För
småskalig produktion användes metoden fram till
mitten av 1800-talet.
Under medeltiden började man allt mer använda
sig av bergmalm istället för myrmalm. Fler och
fler dagbrott och gruvor anläggs. Den medeltida
järnhanteringen spelade en betydande roll för
stadsväsendets uppkomst. Grundläggandet av flera mälarstäder sammanföll med metallhanteringens äldsta fas i Bergslagen. Stockholms uppkomst
och tillväxt på 1200-talet var knuten till järnhanteringen. Det fanns ett behov för omlastning av Mälardalens produkter inför vidare transport över
Östersjön. Även en rad städer längs med Mälaren
såsom Arboga, Köping och Örebro växte fram
som en följd av bergshanteringen.
Medeltiden var Hansans tid i Sverige. Det svenska
tackjärnet exporterades till Lübeck och Danzig
där det vidareförädlades i tyska smedjor. Sverige
levererade ca 1000 ton järn per år till Hansan.
Masugnen och hyttan
Under den äldre delen av medeltiden kom den
mest betydande innovationen i den svenska järnhanteringens historia, nämligen introduktionen av
masugnen under senare delen av 1100-talet. Den
äldsta kända masugnen som vi känner till idag
fanns i Lapphyttan, i Norbergs bergslag. Det är ett
av det tidigaste beläggen för masugnar i Europa.
Möjligen kan det finnas masugnar även i Tyskland
vid denna tid, men de tidigaste man hittills har daterat där är från 1200-talet.
Masugnen var större än den gamla blästerugnen.
Den arbetade kontinuerligt under längre tid och
hade därför större kapacitet. Två kraftiga bälgar
Masugn i genomskärning.
Ur Bergwerks lexicon av Sven Rinman 1789.
blåste in luften så att temperaturen steg högre än i
en blästerugn. Hettan i ugnen blev så stark att järnet blev flytande, det rann ur ugnen och göts till
tackor, s k tackjärn. Tackjärnet gick inte smida det
var hårt och sprött, kolhalten var för hög. Omvandlingen till smidbart järn skedde i färskningshärden.
Vad som skiljer masugnen från blästerugnen är
alltså att det är frågan om en kontinuerlig process
där järnet smälter. I reduktionsprocessen tar järnet
upp kol och resultatet blir tackjärn som inte är
smidbart. För att göra järnet smidbart krävs att järnet färskas, d v s att man genom förnyad upphettning och syretillförsel tar bort kolet igen. Metoden
kallas för indirekt järnframställning. Processen
blev mer komplicerad, men fördelen var större
produktion och bättre utnyttjande av råvaran.
Masugnens effektivitet, kapacitet och kontinuitet
har stegvis förbättrats genom tiderna, men processen är trots allt i stort sett densamma idag som den
varit i århundraden.
Den medeltida masugnens bälgar var stora och
tunga och omöjliga att driva för hand. Bergsmännen utnyttjade forsar och fall för att driva bälgarna
med vattenkraft. De anlade dammar och rännor
för att magasinera och leda vatten.
Masugnen krävde en helt annan organisation av
arbetet än vad de äldre och samtida blästerugnarna
gjorde. Masugnen skulle arbeta dygnet runt och
kunde inte stoppas. Detta fordrade att människan
anpassade sig efter tekniken. Man fick indela arbetarna i olika lag, vilka sedan fick arbeta skift,
sannolikt om 12 timmar per arbetslag.
11
Hus, bodar och lador byggdes upp kring masugnen - hyttan. Den första gången vi möter ordet
hytta i svenska språket, är i lagmannen Birger
Perssons testamente 1328. Birger Persson var för
övrigt far till den heliga Birgitta. När man läser
hennes beskrivning av skärselden, ser man att hon
var väl förtrogen med vad som händer i en masugn.
Att bygga en masugn krävde mycket kapital. Detta medförde att man bildade olika lag där varje andelsägare hade sin del i vinsten och även i investeringarna. Dessa delar kunde sedan köpas och säljas. De första skriftliga källorna kring den medeltida järnhanteringen talar just om byten eller försäljningar av sådana andelar, t ex ett bytesbrev
från 1303 mellan marsken Torgils Knutsson och
dåvarande kungen Birger Magnusson.
Hammarsmed i arbete enligt Olaus Magnus ”Historia om de nordiska folken” 1555. Lägg märke till de vattendrivna hamrarna.
Bergmalm
Järnmalm är en förening mellan järn och syre.
Svartmalm (magnetit) och blodmalm (hematit) är
de viktigaste mineralerna för järnframställning i
Sverige. Bägge innehåller mellan 50% och 70%
järn och andra ämnen som kan påverka järnkvaliteten, t ex svavel, fosfor, kisel och mangan.
Brytning av järnmalm började för ca 800 år sedan
i öppna dagbrott. Dagbrytning var det enklaste
och billigaste sättet att komma åt malmen. Men
när väggarna i brotten började rasa eller malmen
tog slut blev man tvungen att bryta under jord.
Att transportera den tunga bergmalmen till hyttorna kunde innebära stora problem. I äldre tider var
vägarna dåliga eller rent av obefintliga. För att
klara den tunga lasten väntade man till vinterhalvåret när malmen kunde köras över snö och is.
Bergsmännen, gruvlaget och hyttlaget
I det skriftliga materialet från medeltiden möter vi
en ny social grupp i Sverige - bergsmännen.
Bergsmännen behärskade den svenska järnhanteringen under många århundraden. Fram till 1600talet stod bergsmännen för större delen av järnhanteringen. Efter de stora brukens tillkomst under stormaktstiden kom bergsmännens verksamhet att begränsas till framför allt tackjärnsproduktion. De bedrev sin verksamhet vid hyttor och gruvor fram till 1870-talet, då de sista bergsmanshyttorna blåstes ned i Västmanland och Dalarna.
Bergsmännen har ofta beskrivits som bönder med
järnhantering som betydande binäring. Mycket tyder dock på att det var tvärtom. Det var järnhanteringen som var det primära och inte jordbruket.
Man har hela tiden behövt jordbruket, för att kunna bedriva bergsbruket. Arbetet vid hyttor, gruvor
och i kolningsskogen var mycket transportintensivt. Körslorna har krävde dragdjur, hästar. Hästar
behövde havre. Bergsmännen hade en stor grupp
människor anställda för hyttdriften, vilka naturligtvis behövde mat.
Bergsmännens organisation formulerades i lag under 1600-talet, men bestämmelserna går tillbaka
på medeltida traditioner. Arbetet hade både kollektiva och enskilda arbetsmoment. Bergsmännen
var organiserade i gruvlag och hyttlag. Gruvlaget
organiserade arbetet vid gruvan. Laget anställde
gruvdrängar, vilka ombesörjde det direkta arbetet
En medeltida hytta
Under senare delen av 1100-talet började man bryta järnmalm i gruvorna i Norberg. Samtidigt anlades i trakten
flera hyttor med masugnar. En av dessa var Lapphyttan.
Under slutet av 1970-talet undersökte arkeologer en
hyttplats i Norbergs bergslag, vid den gamla bergsmansbyn Olsbenning. Platsen visade sig ha bevarade
rester av en medeltida järnhytta, vilken hade övergivits
under den senare delen av 1300-talet. Platsen hade då
varit i bruk i över tvåhundra år. Den äldsta fasen av
Lapphyttan är C14-daterad till slutet av 1100-talet.
Lapphyttan innehöll ruinen av en masugn med rester av
s k vattenkonster i form av en dammvall och en hjulgrav,
12
med att bryta malmen och att ösa gruvan från vatten. Gruvarbetarna förde upp malmen till ett s k
malmtorg där all den brutna malmen skulle läggas
samman i lika stora högar. Bergsmännen fördelade sedan malmen mellan medlemmarna i gruvlaget med hjälp av lottdragning.
Det var sedan varje bergmans enskilda angelägenhet att föra malmen från gruvan till hyttan. Till de
enskilda arbetsuppgifterna hörde också den s k
kolfångsten. Kol togs från den egna skogen eller
köptes från omkringboende bönder. Det var den
enskilde bergsmannens uppgift att se till att han
hade tillräckligt med träkol för sin egen drift.
Titta på
Trehörningens masugn är den enda välbevarade
mulltimmermasugnen i Örebro län och finns
som modell i utställningen. Den är inte medeltida utan anlades på 1600-talet, men kan få illustrera hur arbetet vid en masugn gick till. Trehörningens masugn är en typisk mulltimmermasugn, d v s att ugnens övre del har en ytterbeklädnad av jord och timmer. Själva processen har
dock varit likartad i alla masugnar.
Trehörningens masugn anlades 1636 i närheten
av flera gruvor. Från 1648 tillhörde masugnen
Louis de Geer.
I varmapparaten värmdes blästerluften upp innan den leddes ner till forman vid masugnens botten, där luften blåstes in i ugnen.
Vid masugnskransen arbetade uppsättaren
som fyllde masugnspipans övre del med kol,
krossad malm och kalksten. Ibland gjordes detta
upp till 16 gånger per dygn. Från masugnen avgick masugnsgasen, kranslågan, som slog upp
genom taköppningen. Flytande järn samlades
längst ned i ugnen under ett lager av slagg.
Från dammen leddes vatten i en ränna till vattenhjulet. Vattentillflödet reglerades med hjälp av
dammluckor. Vattenhjulet drev masugnens blåsmaskin.
Att tappa ut järnet kallades också för järnutslag.
Järnutslaget föregicks alltid av en slaggtappning.
Under 1700-talet började man tappa slaggen i
formar, slutprodukten blev slaggtegel, som blev
ett billigt byggnadsmaterial. Många hus på de
svenska järnbruken är byggda med slaggtegel.
Blåsmaskinen försörjde masugnen med bläster
luft. Luften pumpades av en uppochnedgående
kolv (lilla trumman) till en tryckkammare (stora
trumman) och vidare genom ett rör till varmapparaten på masugnskransen.
Vid järnutslaget rann det flyande järnet genom
en svängränna ned i lersmetade tackjärnsformar,
s k galtsängar, där det sedan stelnade till tackor. Tackjärnet transporterades sedan till de Geers
gods Godegård, där det utsmiddes till stångjärn.
ett rostbås, flera slaggvarp och rester av ett malmlager.
Arkeologerna fann vidare ett kolhus, åtta färskningshärdar, en järnbod, ett bostadshus och minst ett stall. På
hyttbacken tillvaratogs mer än 8000 fynd, vilka tillsammans skildrar hela hanteringen från det att malmen kom
till hyttbacken till de färdiga produkterna i form av
osmundar. Fynd från borttappade personliga ägodelar
berättar om de medeltida hyttarbetarnas vardag.
Mätt med dåtidens mått var produktionen vid Lapphyttan mycket hög, 100-200 kg tackjärn per dygn. Detta
var flera gånger mer än i de äldre blästerugnarna.
Osmundjärn
De åtta färskningshärdarna antyder att Lapphyttan har
ägts i åtta andelar som kunde köpas och säljas.
Lapphyttan med sin masugn har idag rekonstruerats i
full skala på en annan plats – Nya Lapphyttan, som
fungerar som museum och experimentstation.
Under 1500-talet kom osmundarna att successivt
ersättas av stångjärn. Men ännu under 1700-talet
tillverkade bergsmännen i Noraskogs Bergslag osmundjärn.
Från och med 1200-talet blev osmundjärn en stor
exportartikel i norra Europa. Fynd av osmundar har bl a
gjorts i medeltida städer, borgar, och kloster. Idag är
experterna mer och mer övertygade om att osmundjärn
var ett färskat tackjärn, en masugnsprodukt som huggits
i stycken om ca 300 gram. I motsats till järn som
tillverkats i blästerugn räknades osmundjärn i stycken
och inte i pund.
13
Arbetet vid hyttan var också indelat i en kollektiv
och en privat sfär. Till de enskilda uppgifterna
hörde rostning av malmen i rostbåset på hyttbacken. Det viktigaste kollektiva arbetet var att underhålla själva masugnen, med dess vattenhjul och
bälgpar. Uppvärmningen av ugnen innan man
kunde börja sätta upp någon malm på ugnen, var
en annan viktig kollektiv uppgift. Uppvärmning
av masugnen kunde vara ett par veckor. Uppsättningen av malm var åter ett enskilt arbete, där man
fördelade turordningen med lottdragning. Därefter blåste varje bergman sitt rede, d v s sin malmhög, och tog till vara sitt tackjärn som han sedan
färskade till osmundjärn.
Titta på
Vid väggen med fynd från utgrävningen
av Lapphyttan står en videomonitor som
visar hur man experimenterar med järnframställning idag vid Nya Lapphyttan.
Många bergsmän nådde både anseende och välstånd genom järnhanteringen, och deras präktiga
gårdar med sina karaktäristiska järnskorstenar
präglade bygderna. Bland bergsmännen fanns
många rika och mäktiga män, som inte tvekade att
sätta sig upp emot självaste kungen. Engelbrekt
Engelbrektsson är en av bergsmännen som gjort
sig ett namn i svensk historia.
Först rostar man malmen över öppen eld
på ett bål. Vid rostningen tar man bort
en del föroreningar som påverkar processen i masugnen. Med hjälp av de vattendrivna blåsbälgarna driver man upp hettan i masugnen. Den rostade malmen
bokas – slås sönder i mindre stycken.
Därefter kan man sätta upp malmen,
d v s fylla ugnen med malm och träkol
om vartannat. Hettan i masugnen får järnet att bli flytande. Det flytande järnet
samlas längst ned i ugnen under ett lager
av slagg. Därefter är det dags för järnutslaget då det flytande järnet tappas ut.
7
Järnutslaget kan du tyvärr inte se på filmen. Det har nämligen visat sig inte vara
helt lätt att framställa järn vid Nya Lapphyttan. Man har aldrig lyckats framställa
järn i den rekonstruerade masugnen. Det
beror antagligen inte på bristande kompetens, utan mer på det faktum att en
medeltida masugn trots sitt grova bygge,
är en in i minsta detalj genomtänkt konstruktion. Om något är fel fungerar inte
processen. Vi har uppenbarligen fortfarande en bit kvar tills vi helt har förstått
de medeltida bergsmännens kunnande!
Bergslagen
Områden där man bedrev bergsbruk kallades Bergslag.
Under medeltiden etablerades bergslagens specifika
organisation som kom att bestå in på 1800-talet.
Bergsbruket krävde tillgång till skog och vatten vilka
båda var det medeltida samhällets viktigaste resurser.
Rikets makthavare försökte tidigt att förebygga motsättningar och rovdrift genom att utdela privilegier för
verksamheten. I mitten av 1300-talet kom ett flertal av
våra medeltida bergslager att få sina speciella privilegiebrev. De äldsta breven vi idag känner är från 1340, för
Västra berget i Närke, 1347 för Kopparberget och 1354
för Norberg samt 1412 för Värmlands berg.
14
nom varje bergslag fanns ett eller flera gruvfält och
grupperade kring dessa låg hyttorna. Under medeltiden
har det funnits minst 200 hyttor i bergslagerna. Gruvorna inom de olika bergslagerna kan räknas i 1000-tal.
Runt dessa låg de stora skogarna, vilka var den viktigaste förutsättningen för hela hanteringen. Skogarna gav
ved till tillmakningseldarna i gruvorna och rostningshärdarna, samt träkol till hyttorna.
Bergslagerna var stora konsumenter av träkol, spannmål
och oxar, de senare bland annat för hudar till gruvrep.
Bergslagernas behov innebar att stora jordbruksområden drogs in i bergslagsekonomin.
Leufsta bruk i Uppland
De svenska järnbruken
1600-1850
I mitten av 1600-talet hade stora investeringar och
produktionsutvecklingen givit resultat. Den
svenska järnproduktionen ökade för varje år och
var nu nästan helt inriktad på stångjärn för export.
Hur god bergsmännens ekonomiska ställning än
var, så räckte den inte till för de krav som ställdes
på dem av den nya tid som kom i och med Sveriges växande stormaktställning under 1600-talets
första hälft. Landets järnindustri var tvungen att
effektiviseras, för järnet började bli vår främsta
exportvara. Mot slutet av 1500-talet utgjorde industriprodukter som järn, koppar och tjära drygt
70% av den svenska exporten. Under 1600- och
1700-talet utgör de omkring 80%. De styrande ansåg att Sveriges bergsbruk krävde investeringar
som vida översteg vad bergsmännen mäktade
med. De stora investeringarna kommer nu främst
från utländska kapitalister och storköpmän som
Louis de Geer, men även inhemska adelsmän och
borgare skött till kapital för investeringar i järnhanteringen.
Under 1600- och 1700-talet kom vallonbruken att
bli berömda i Europa. De anlades efter en karaktäristisk generalplan.
Vallonerna och
vallonsmide
myndigheterna i Sverige. Detta var ju det strängt
ortodoxa 1600-talet. Vallonerna var av kronan tillförsäkrade fri religionsutövning. Detta vållade en del problem.
Det berättas om en häftig sammanstötning mellan
biskop Terserus i Linköping och Louis de Geer. Domkapitlet hade skickat en svensk präst till Risinge bruk och
biskopen förklarade sig att aldrig kunna tolerera någon
kalvinism i stiftet! De Geer svarade lika bestämt, att en
präst som dömt både honom och hans fru till helvetet
inte fick vara kvar på bruket. De Geer fick sin vilja fram.
Vallonerna kom till Sverige från Belgien under 1600talet. De var rekryterade av sina landsmän, brukspatronerna de Geer och de Besche. Sammanlagt kom
drygt 1000 arbetare med familjer. De flesta kom till
bergslagen i norra Uppland, södra Gästrikland och till
Finspång i Östergötland. Ett av de första vallonbruken
var Öllösa masugn i Södermanland, som anlades av de
Besche 1633 men lades ner redan 1649.
Vallonerna bildade länge slutna grupper inom det
svenska samhället. De talade ett främmande språk,
franska och hade en främmande religion, den reformerta. Just religionen var ett bekymmer för de kyrkliga
1721 tog det Stora nordiska kriget slut. Då svarade
järnhanteringen för ca 75% av den svenska exportens värde. Sverige var en stormakt i fråga om
järnproduktion. Det svenska järnet höll en god
kvalitet.
Stångjärnet skeppades ut via de stora hamnstäderna Stockholm, Göteborg och Gävle där mäktiga
handelshus hade byggts upp. Största delen gick på
export till Västeuropa. Under 1600-talet dominerade Nederländerna och Tyskland. Men den engelska marknaden blev efter hand allt viktigare. Det
var speciellt det högkvalitativa och dyra vallonjärnet som efterfrågades av engelsmännen.
Vallonsmidet gav ett hårdare järn som var världsberömt
för sin kvalitet. I vallonsmedjan arbetade man med två
härdar. En smälthärd och en räckarhärd. I smälthärden
färskades järnet under hög värme, det slogs ihop till ett
smältstycke under hammaren och återuppvärmdes
sedan i räckhärden innan det smiddes till stångjärn.
15
Bruket
Tysksmidet
Under 1600-talet steg efterfrågan på järn och priserna höjdes. För att öka vinsterna och skapa en
inhemsk vapenindustri bestämde Kronan 1604
”…att all osmund och tackjärn skulle smidas till
stänger”. Det råa järnet skulle göras smidbart och
hamras till stänger i hammarsmedjor. Kronan saknade kapital och uppmuntrade därför rika borgare
och ståndspersoner att överta statens bruk, de s k
kronobruken, och investera i nya stångjärnshammare.
Att sälja färskat järn, smitt till stänger, var som
sagt lönsammare än handeln med tackjärn eller
det medeltida osmundjärnet. Men tekniken behärskades inte av de svenska bergsmännen. Tyska
smeder kallades av Gustav Vasa på 1500-talet till
de svenska bruken. Tysksmederna använde en
enda härd där tackjärnet färskades och sedan åter
värmdes upp för att vällas. Under den vattendrivna hammaren befriades smältstycket från slagg
och räcktes till stänger. Tysksmidet gav ett starkt
och segt järn. Fram till mitten av 1800-talet stod
denna metod för ca 90% av Sveriges stångjärns
produktion.
Redan under Gustav Vasas tid gjordes de första effektiviseringarna av järnhanteringen. Gustav Vasa
hade anlagt en hel rad kronobruk. Kronobruken
hade såväl stångjärnshammare som manufaktursmedjor och vapenfaktorier.
Brukspolitiken under Axel Oxenstierna och Carl
Bonde medförde en utveckling av privatägda
bruk, som ersatte många av de gamla bergsmanshyttorna. Med bruken fick man en effektiv produktionsform under enskilt ägande. Den skull äga
bestånd in på 1970- talet, men från mitten av
1800-talet blev bolagen den vanliga ägandeformen för järnbruken.
De nya bruken byggdes utanför Bergslagen, på
platser med god tillgång på skog och vatten. 1600talets brukspolitik medförde på så sätt en uppdelning inom järnhanteringen. Närmast gruvorna låg
bergsmännens hyttor och bergsmansgårdar, runtom låg en krans av stångjärnsbruk med ståtliga
bruksherrgårdar. Bruken kan sägas vara våra första industrisamhällen.
Bruken utvecklades till stora, självförsörjande
samhällen med jordbruk och skogsbruk, med egna
lagar och egna bestämmelser. Herrgården och kyrkan i centrum. Magasin, bodar och arbetarbostäder i prydliga rader. Var och en visste sin plats.
Brukspatronen, manlig eller kvinnlig, styrde och
ställde. Bland arbetarna stod smeden högst i rang yrkesskicklig och stolt men sällan gammal. Arbe
Statens kontroll av
exportjärnets kvalitet
Staten var mycket mån om att kvaliteten på det exporterade järnet skulle vara god. Järnet kontrollerades noga och vägdes innan det skeppades ut i
världen.
Sedan Gustav Vasas dagar var det krav på att allt
järn skulle ha en stämpel som angav var och av
vem det var tillverkat.
För att hävda det svenska järnet i konkurrensen
med utlandet så kasserade man järn av dålig kvalitet. Denna uppgift låg på en s k järnvräkare. 1667
utfärdade Bergskollegium (myndigheten som ansvarade för bergshanteringen) en utförlig förordning rörande det s k järnvräkeriet. Allt järn skulle
vara underkastat kontroll och försett med behörigt
märke eller stämpel. I stapelstäderna skulle exportjärnet vägas och kontrolleras av järnvräkaren.
Större delen av det svenska järnet skeppades ut
över Stockholm och stadens järnvåg blev därför
den förnämsta i riket. Den var till 1662 förlagd till
Järntorget, och under tiden 1662-1865 till Slussen,
därefter till Djurgårdsvarvet. Den avskaffades
1885.
Varje järnbruk hade privilegierats för en viss
mängd utsmitt stångjärn. Ibland överskred järnbruken sin kvot. Man betecknade den överskridna
mängden som ”överjärn”, och ”underjärn” var den
järnmängd som man underskridit kvoten med.
Översteg överjärnet med mer än fem procent den
tillåtna mängden kunde man bli åtalad.
16
Kol och kolning
In i vår tid var järnhanteringen helt beroende av
träkol som bränsle. Utan kol inget järn.
Hyttor och smedjor slukade ofantliga mängder
träkol. Redan under 1600-talet befarade bergskollegiet skogsbrist kring masugnarna i Bergslagen.
Kronan placerade därför de nya bruken i skogsrika bygder runt om i landet.
Kolningen skulle ske nära bruken. Långa transporter var med hänsyn till kostnaderna och andra
svårigheter utan intresse. Bland annat fick kolet
inte krossas för mycket. Därför var bruken beroende av att traktens torpare och bönder kolade. En
smed förbrukade kanske 1 120 000 liter kol per år.
Efterfrågan på kol var mycket stor. Tusentals milor restes kring bruk och hyttor.
Lancashiresmide
Lancashirehärdarna var täckta och därför bränslesnålare. Med blåsmaskin och tryckluft blev färskningen effektivare.
Lancashirehärdarna gav smältstycken av jämn
och hög kvalitet som lämpade sig för valsning. Inför valsningen måste smältstycket hettas upp på
nytt i en s k vällugn. Lancashiresmedjornas vällugnar var utformade efter engelska förhållanden
där man eldade med stenkol. I Sverige var bränslet
träkol vilket medförde problem. Kom järnet vid
upphettning i kontakt med träkolet var risken stor
att kolhalten blev för hög.
Genom sin konstruktion från 1840-talet löste Gustav Ekman vid Lesjöfors bruk problemet. Värmekällan i Ekmans vällugn var en med träkol eldad
gasgenerator. Järnet kom inte längre i kontakt med
kolet, d v s kolhalten ökade inte. På köpet fick
man en kolbesparing på 50%.
Lancashiresmidet kan sägas vara den sista stora
hantverksmässiga färskningsmetoden inom järnhanteringen.
I början av 1800-talet fick de svenska brukspatronerna problem. Engelsmännen hade lärt sig att
färska järn med stenkol, den s k puddlingsmetoden. Dessutom hade de börjat valsa ut järnet i stället för att smida stångjärn. De gamla svenska träkolsmetoderna började bli omoderna och lönade
sig inte längre.
Man skickade industrispioner till England för att
försöka finna en lösning på problemen. Man lyckades. Från Lancashire hämtade man en modern
färskningsmetod som också var användbar med
träkol. Under 1830-talet ersatte lancashiresmidet
de äldre färskningsmetoderna.
Lancashiresmeder vid mumblingshammaren vid Nyhammars bruk.
Etsning av Guido Balsamo Stella 1916.
Ebba Brahe –
en kvinnlig brukspatron
Kvinnliga brukspatroner var inte ovanliga i 1600- och
1700-talets Sverige. De tog över bruken som änkor eller
när deras män var ute i krig. Ebba Brahe (1596-1674)
var en av de kvinnor som på ett effektivt sett drev
järnbruk.
Ebba Brahe levde ett intensivt liv, hon födde 14 barn,
var ansvarig för hushållet och deltog aktivt i förvalt-
ningen av familjens många gods. Dessutom följde hon
under många år sin make Jakob de la Gardie på hans
många fälttåg i Europa.
Efter sin mans död 1652 förvaltade hon själv med stor
energi och skicklighet en omfattade affärsverksamhet.
Ebba Brahe ökade produktionen vid sina järnbruk, och
hennes järn fick rykte om sig att tillhöra det bästa i riket.
När hon en gång blev anmäld för att ha producerat för
mycket järn, skrev hon i ett brev till myndigheterna:
”Blir jag dömd till böter, så betalar jag, men sedan gör
jag, så mycket järn jag vill.”
17
Titta på
Extra intressant är att gå in i fullskalemodellen av
en lancashiresmedja. Hur var det egentligen att
arbeta vid härdarna? Här kan man få en uppfattning om det. Inne i smedjan var det sotigt och
smutsigt. Någon belysning fanns inte. Det enda
ljuset i mörkret kom från smältan. Av skiftningarna i glöden kunde smederna bedöma om smältan var klar.
Ljudet av hammarens dunkande var öronbedövande. Arbetade man bara tillräckligt länge blev
man döv, då gick det lättare att stå ut med larmet.
På vintern var temperaturskillnaden i smedjan
enorm. Framifrån glödde härden och svetten
rann över bröstet, men på ryggen frös den vita
skjortan till is. På sommaren var det enbart helvetiskt hett.
Vid en härd arbetade omväxlande två skift. Det
ena laget bestod av mästaren och smedsdrängen, det andra av mästarsvennen och drängen.
Mästaren var den förnämsta i sitt arbete. Han
hade avlagt mästarprov och skulle i grunden
känna sitt yrke. Mästaren bar ansvar för järnets
goda kvalitet, och att härd och verktyg sköttes
med omsorg. Det var en stor heder att räknas
som god smed. Mästarsvennen var smedens närmaste man och skulle under sitt skift göra samma arbete som honom.
Smedsdrängen, eller kolkasen som han kallades för det mesta, fick slita som ett djur. Kolkasen skulle bära in kolen, stjälpa den i vasklåren
för att befria den från sten och stybb, skyffla upp
den och lägga den i förlag framför härden. Kolkasen skulle vidare väga upp tackjärnet till smältorna och genom en öppning i härdens bakvägg
lägga det på ”valvet” för att förvärmas. När
smältan var färdig skulle smedsdrängen stå redo
med en järnkärra och forsla smältan till hammaren.
Vid hammaren togs smältan hand om av hopslagaren eller röthuggaren, som han kallades.
Smältan innehöll fortfarande klumpar av illa färskat järn som röthuggaren skulle hugga bort.
På ett skift om ungefär åtta timmar skulle härdlaget hinna med sju smältor. Därefter vilade man
lika lång tid medan det andra laget gjorde lika
många smältor. Så fortgick smidet dag och natt
från 17-18 tiden på söndagen till ungefär samma
tid på lördagen.
Efter varje arbetsveckas slut ”vägde man ifrån
sig”. Det innebar att brukets järnbokhållare synade det utsmidda järnet. Fann han något fel på
järnet så kasserades det. Detta innebar att en
ekonomisk förlust för smeden, då dennes lön var
direkt kopplad till det järn han smidde.
Styckebruket
statsmakterna. Styckebruken skulle först och främst
tillgodose de inhemska behoven.
På styckebruken göt man järnkanoner direkt från
masugnen. Kanonerna kallades ”stycken”.
Under 1600-talet blev Sverige tekniskt och produktionsmässigt ledande på det här området. Utvecklingen sker
med hjälp av holländskt kapital, och det är också till det
imperiebyggande Holland som exporten går till.
Konsten att gjuta brons kom till Sverige för mer än 3000
år sedan, under äldre bronsålder. Järngjutningens
historia är betydligt kortare. Förutsättningen var
masugnen som gav temperaturer på över 1200 grader. I
hettan blev järnet lättflytande och kunde rinna ut i
särskilda gjutformar framför masugnens utslagshål.
Järn gick om brons som ledande gjutningsmaterial
omkring mitten av 1500-talet. Gjutningsprodukterna
framför alla var kanoner och kanonkulor.
Det var en konst att gjuta järnkanoner av god kvalitet.
Det gällde att kanonen höll när skottet avfyrades.
Produktionen och handel med kanoner reglerades av
18
De svenska kanonerna var kända för sin höga kvalitet.
Kanonerna framställdes ur en malm som var speciellt
lämpad för gjutgods. Från mitten av 1700-talet hårdnade den utländska konkurrensen. I England infördes en
kokseldad ugn, den s k revberberugnen eller kupolugnen som smälte om tackjärn och skrot.
Vid sekelskiftet 1800 fanns endast tre styckebruk kvar i
Sverige: Finspång, Åkers och Stavsjö. Finspång överlevde längst som kanonproducent men när Bofors i slutet
av 1870-talet lyckades gjuta kanoner i s k martinstål
var gjutjärnskanonens epok slut.
Titta på
Mitt på golvet finns en modell över vallonsmedjan vid Österbybruk. Till modellen finns ett multimedieprogram som visar hur driften gått till.
Vallonsmedjan i Österbybruk byggdes i mitten
av 1600-talet när Louis de Geer hade tagit över
driften. Smedjan i Österbybruk var igång ända
till 1906. Den byggdes för att kunna producera
stångjärn enligt vallonsmidesmetoden.
I kolhuset lagrade man det träkol som användes
som bränsle i härdarna inne i smedjan. Kolet
framställdes i kolmilor ute i brukskogarna. På
vintern transporterades kolet till bruket i kolryssar, d v s i stora medförsedda korgar dragna av
hästar.
Tackjärn från masugnen kallades på vallonbruken för gösar. Tackjärnet fördes genom göshuset
till baksidan av smälthärden. I smälthärden
färskades järnet så att kolhalten minskade.
Smältmästaren bearbetade järnet med ett tungt
spett. Kolet avgick i form av koloxid och man fick
ett mjukt och smidbart järn. Man tog bara så
mycket i taget som behövdes till ett stångjärn.
Den färdiga smältan fick stelna en stund och
slogs sedan samman till ett arbetsstycke.
Mästerskap och
vetenskap
I huvudet på dem som arbetade i hyttor och hamrar
samlades efter hand en allt större kunskap. Att ur
malmen utvinna järn och andra metaller var en ”konst”
som fordrade en allt större kunskap och skicklighet.
Man visste vad som hände, men inte varför.
Utvecklingen av kemin till en modern vetenskap i slutet
av 1700-talet och början av 1800-talet innebar nya
förutsättningar för förståelsen av de metallurgiska
processerna. Många av de nya rön som gjordes kom att
få stor betydelse för järnhanteringens tekniska utveckling, t ex upptäckten av syret.
Under 1700-talet var den kemiska vetenskapen nära
kopplad till bergshanteringens praktik. Övermasmästare
Rinmans berättelse om försöken vid ”Tackjernsblåsningarna i Norrberke år 1751 och 1752” är ett för tiden
typiskt exempel. Där gjordes en noggrann beskrivning
av de olika malmernas utseende och kvalitet.
Mittemot smälthärden låg räckhärden. Dit tog
räckmästaren arbetsstycket som hettades upp
så att det kunde smidas ut till stångjärn.
Till härdarna behövdes en kraftig lufttillförsel. I
början tog man hjälp av blåsbälgar. På 1840-talet
installerades en blåsmaskin i ett separat maskinrum. Blåsmaskinen hade tre cylindrar med kolvar
som pumpade luft via rör till härdarna. Blåsmaskinen drevs av ett vattenhjul inne i smedjan.
Ett annat vattenhjul drev räckhammaren. Här
smiddes eller ”räcktes” arbetsstycket ut till ett
stångjärn som var ungefär två och en halv meter
långt och en decimeter brett. Takten på hammarslagen kunde regleras genom att man ändrade på vattentillströmningen. Stångjärnet förseddes med brukets järnstämpel innan det fördes till
järnboden.
Smedjan var i drift från söndag kväll till lördag
mitt på dagen. Två lag bytte av varann var tredje
timme och man gick inte hem under arbetsveckan. Under sina friskift kunde man vila i det s k
labbit, en särskild lokal i anslutning till smedjan.
Där sov man på halmmadrasser. Matsäcken fylldes på av någon familjemedlem under veckans
gång.
Under 1800-talet fortsatte bergsmän och kemister sitt
nära samarbete. Den s k bergsanalyslådan är ett
exempel på hur kemister arbetade praktiskt ute på
bruken och i gruvorna. Med blåsrörsanalysen hettades
mineral upp och beroende på dess sätt att reagera
kunde bergsmannen eller kemisten dra slutsatser om
dess sammansättning.
Efter en ekonomisk kris inom järnhanteringen bildade
de svenska bruken Jernkontoret 1747. Jernkontoret
skulle arbeta för skäliga priser och underlätta för
järnhandels finansiering. Kontoret skulle också befrämja järnhanteringen tekniskt och vetenskapligt. Jernkontoret är fortfarande aktivt.
Utvecklingen av de kemiska och metallurgiska vetenskaperna leder efterhand fram till nya tekniker och
metoder. Götstålsprocessernas införande t ex måste ses
i detta perspektiv.
19
Järnhantering från 1850
– en ny tid randas
En efter en tystnar de små hamrarna. En ny bullrande och myllrande tid randas. I järnverken blåser
luften dånande igenom den glödande smältan. Det
är ett skådespel, ett fyrverkeri, med blå lågor och
gula stjärnor. Järnet blir stål. I valsverket valsas
det till stål i långa banor.
Götstålsmetodernas införande från 1860-talet, tillsammans med övergången från stångjärnsmide till
den moderna valsverkstekniken, blev av avgörande
betydelse, inte bara för järn- och stålindustrin utan
för hela industrialiseringen. Bessemer-, Thomasoch Martinmetoderna (uppkallade efter sina upphovsmän) gjorde det möjligt att tillverka stål direkt från flytande tackjärn. Därmed kunde stål tillverkas i mycket större mängd och till mycket lägre
Bessermerblåsning vid Domnarvet omkring 1890.
Teckning av H Feychting.
kostnad, d v s mer och billigare stål. Detta blev en
av orsakerna till den s k bruksdöden. Brukens
dödskamp fick emellertid ett ganska utdraget förlopp. Vad som hände var att många små produktionsenheter försvann och att driften istället koncentrerades till större enheter – järnverken. Både
produktion och antalet sysselsatta inom branschen
ökar faktiskt under bruksdödens tid.
Införandet av Thomas- och Martinmetoderna
innebar också att fosforrik malm, som inte tidigare
kunnat användas i någon nämnvärd utsträckning,
nu kunde utnyttjas. Järnmalmsfyndigheterna i
Grängesberg och i Norrbotten kunde börja brytas i
stor skala.
De elektriska metoderna för stålframställning,
som utvecklades i början av 1900-talet drev ytterligare på rationaliseringen.
Under 1800-talets andra hälft mångdubblas järnoch stålproduktionen i världen. Medan Sverige
under perioden 1870-1914 ökar sin järn- och stålproduktion ca 50 gånger så ökar Englands produktion 80 gånger och Tysklands nästan 200 gånger.
Under samma period ökar järn- och stålproduktionen i USA 4000 gånger.
Det som sker under slutet av 1800-talet och i början
av 1900-talet, det vi idag kallar för industrialiseringen, var ett skeende så omvälvande att vi omöjligt kan förstå hela dess vidd. Men det är klart att
utan järn och stål hade industrialiseringen inte varit
möjlig. Även Sverige omdanas efterhand, från
bondesamhälle till industrination. Det återspeglas
självfallet inom järnhanteringen, där allt större
produktionsenheter tillverkar allt fler och mer avancerade produkter, en utveckling framtvingad av
växande konkurrens, hemma och utomlands.
Degelstål
Brännstålet smältes ned i deglar, på så vis blev kolhalten absolut jämn.
Hur gjorde man stål förr – före götstålprocesserna?
Under 1800-talet importerade Sverige degelstål från
England trots att råvaran, stångjärnet, producerades vid
de svenska vallonbruken. Det var nämligen endast det
svenska vallonjärnet som ansågs hålla måttet som
råvara. Men 1870 bildades Dannemora gjutstålsbolag
vid Österbybruk i ett försök att ersätta den engelska
importen med inhemsk produktion.
Degelstålmetoden var ett sätt. Konsten att tillverka stål
genom att smälta brännstål i deglar uppfanns i Sheffield, England år 1740.
Metoden var dyr och omständlig men gav ett stål av
yttersta kvalitet för eggverktyg och fjädrar. För att
tillverka ett hårt stål måste kolhalten i det mjuka
stångjärnet höjas. Kol och stångjärn blandades i en ugn
och hettades upp. Stålet smiddes sedan ut till brännstål. I degelstålugnen höjdes kvaliteten ytterligare.
20
Degelstål var svårt att tillverka. Efter en trevande start
kom produktionen i gång på 1800-talet. Under 1900talet började man tillverka legerat stål. Verksamheten
lades ner 1932.
Den ökade användningen av järn och
stål som utgångsmaterial i alla möjliga
sammanhang präglar livet och den fysiska miljön, i stort och smått, på makro- och mikronivå. Fartyg och lokomotiv, järnvägsstationer och utställningshallar, ångmaskiner, symaskiner, verktyg, redskap, stålpennor och knappnålar. Massproduktionen era hade inletts.
Bessemerprocessen
Möjligheten att tillverka stål direkt,
utan att behöva gå via smedjan och
brännstålugnen, innebar ett genombrott för stålframställningen. Henry
Bessemer presenterade sin idé 1856,
vid Association for the Advancement
of Science i England.
Luften pressades genom smält tackjärn
för att åstadkomma en reducering av
kolhalten. Det krävde en del experimenterande innan uppfinningen fungerade i praktiken. Den svenske brukspatronen Göran Fredrik Göransson köpte
en femtedel av Bessemers patent.
Göransson satsade hela sitt kapital och
Jernkontoret bidrog med 50 000 riksdaler. Två år senare, den 18 juli 1858,
genomfördes den första lyckade blåsningen vid Edskens bruk i Gästrikland.
Bessemerkonverter i Vestanfors.
Teckning av Ferdinand Boberg 1917.
Processen går till på följande sätt: I en tippbar ugn,
en s k konverter, hälls smält tackjärn, blästern
dras på och konvertern reses i upprätt ställning.
Den höga temperaturen alstras av att kol, kisel och
mangan i tackjärnet förbränns. Blålysande koloxid strömmar ur mynningen. Lågan ljusnar för att
till slut bli helt vit och när den börjar krympa vet
man att kolhalten är den rätta. Tappningen sker i
två steg, först tappas slaggen som flyter ovanpå
järnet, sedan tappas det färdiga stålet i en skänk
innan det gjuts i kokiller.
Bessemermetoden spreds efter 1958. Sitt internationella genombrott fick metoden efter att ha presenterats vid världsutställningen 1862. Fram till
början av 1880-talet hade metoden provats vid
drygt tjugotalet järnverk i Sverige. Emellertid
kom inte samtliga av dessa att behålla metoden
under mer än ett fåtal år. I landskapet Gästrikland,
metodens ”hem”, kom bessemerstål att tillverkas
vid tre betydande järnverk, utöver vid Edsken;
Sandviken, Forsbacka och Hofors. Långshyttan,
Västanfors, Domnarvet i Borlänge och Hagfors
var fyra andra viktiga verk där den nya stålmetoden kom att få stor betydelse.
Thomasprocessen
Thomasprocessen, som är en variant av bessemermetoden, introducerades i Sverige 1879. Konvertern fodrades med dolomit och därmed kunde
tackjärn med hög fosforhalt användas. För Sveriges del innebar detta att malmfälten i Norrbotten
med sin fosforrika malm kunde exploateras.
Thomasprocessen var en av de viktigaste stålframställningsmetoderna i Sverige fram till 1960talet, då den s k LD-processen fick sitt genombrott. LD-processen innebar att man färskar järnet
med hjälp av syrgas.
21
Martinprocessen
Istället för bessemermetoden blev det den andra
av de stora götstålsmetoderna, martinmetoden,
som kom att innebära den stora expansionen för
svensk stål industri.
En ökad stålproduktion ställde ökade krav på återvinning av skrot. I bessemerkonvertern gick det
inte att få upp värmen tillräckligt för att omsmälta
skrot eller göra legeringar. Men Emile Martin och
sonen Pierre löste problemet 1865. I en fast ugn
tillfördes värme med föruppvärmd gas. Även i
Sverige pågick försök att utveckla en fast ugn. Johan Fredrik Lundin, bruksförvaltare vid Munkfors
bruk, var nära att lyckas. Munkfors i Värmland
blev också det första järnverk i Sverige som införde metoden.
Martinugnen består av ett ugnsrum med kanaler i
vardera kortända för tillförsel av luft och gas.
Tackjärn och skrot sätts in genom ugnsluckor på
framsidan och det färdiga stålet tappas ut på baksidan. Under själva ugnen finns fyra kammare med
tegelstaplar. Gas produceras i schaktugnar och
leds via kamrarna in i martinugnen. Enorm hetta
uppstår vid förbränningen. De varma förbränningsgaserna leds sedan tillbaka ner i kamrarna
och värmer upp tegelstaplarna som i sin tur förvärmer gas och luft på väg in i ugnen. Genom denna
förvärmning av gas och luft kunde ugnstemperaturerna höjas med flera hundra grader. Temperaturen i en martinugn är omkring 1700 grader.
Martinugnen kan, precis som konvertern, vara
sur eller basisk.
På 1880-talet slog martinprocessen igenom på allvar. Under 1900-talet trängde den snabbt undan
både bessemermetoden och lancashiresmidet.
Framställningsmetoden var den dominerande processen fram till 1950-talet.
Att smida stort och smått
Att smida innebär att man med mekanisk bearbetning, med slägga eller ånghammare, ger metallen
önskad form. I smått som stort – i bysmedjan, på
bruket eller i järnverket var principen densamma.
På många bruk hade man sedan länge tillverkat
inte bara stångjärn, utan också redskap, verktyg
och andra ting som liar, yxor, kätting, spik, hästskor o s v.
Under 1800-talet mekaniserades smedjorna. Ångmaskinerna gav kraft året runt. Verktygsmaskinerna gjorde det möjligt att förenkla och öka produktionen. Delar blev utbytbara, muttrar och skruvar
fick standardmått.
Vid de nya järnverken, men också på en del av de
äldre bruken investerade man i ångdrivna hammare av väldiga dimensioner, där man kunde smida
de stora maskindelar som den nya tiden krävde.
Sandvikens ånghammare, Sveriges största under
slutet av 1800-talet, hade en slagvikt på 15 ton.
Det krävdes stor skicklighet för att hantera de stora arbetsstyckena och få önskad precision.
Effektivare masugnar
Även masugnarnas konstruktion förändrades vid mitten
av 1800-talet efter impulser från England. Den nya
masugnen i Långshyttan, byggd av Håkan Steffansson
1859, bildade epok i tackjärnstillverkningens historia.
Vid 1800-talets början fanns ca 400 masugnar i drift i
Sverige. Tillsammans producerade de 70 000 ton
tackjärn per år. År 1900 hade antalet ugnar minskat till
133, men produktionen hade ökat till 500 000 ton,
samtidigt som kolåtgången halverats.
Produktionsökningen berodde på flera förbättringar i
driften. Rostugnen uppfanns, bälgarna ersattes av
varmblästrar, blåsmaskiner konstruerades och masugnspiporna byggdes allt högre.
22
Tappning av masugnen vid Engelsbergs bruk.
Teckning av Ferdinand Boberg.
En helvetisk trygghet
På bruken gick livet som en evig kretsgång i arbetets tecken. Man föddes till att vara en del av produktionen. Vare sig man var smed, hyttarbetare,
piga eller valsverksarbetare så var, och förblev,
man en arbetskraft som tillhörde bruket och
brukspatron utan att ha något egentligt val.
Man delade in livet i tre skift. Sex timmars arbete.
Sex timmars vila. Sex timmars arbete. Detta pågick sex dagar i veckan. Masugnen och hammaren
gick dygnet runt. Arbetet var så smutsigt att det
var inte värt besväret att gå hem och tvätta samt
träffa familjen på friskiftet. Bruket erbjöd sovplats
i det s k labbit, och man stannade på så sätt på arbetsplatsen till lördagskvällen nalkades och det
blev helg.
Ledigheten användes till att arbeta med hustrun på
familjens potatisåker, att hugga ved och kanske
fiska. Hushållet och barnen var för övrigt en omfattade arbetsbörda för hustrun. När barnen var
små hade de som uppgift att gå till smedjan eller
hyttan med mat till pappa, samt bära vatten och
ved. Brukets posthantering var ett annat arbete för
barn, innan de började som piga i brukets ladugård
eller som kolkase i smedjan.
Lönen gavs i polletter som var giltiga just på det
bruket. I brukets handelsbod kunde bruksledningen alltid sätta de priser man ville. Konkurrens
fanns ju inte.
Tillgång till läkare och apotek samt skola, gav arbetaren på bruket fördelar jämfört med andra
grupper under samma tid. Tryggheten med naturalöner och bostad kunde säkert uppväga känslan
av beroende och att vara ägd hela sitt liv.
Brukspatronerna gjorde under långa perioder stora vinster på järnet. Dessa vinster kom inte arbetarna till del. De hade alltid för lite i lön för att klara de stora familjerna. Men man kunde alltid låna
lite av bruket, ta ut lite lön i förskott. I den s k kontraboken fördes räkenskaperna med bruket; lönen
i ena kolumnen och i den andra uttagen i brukets
affär samt de förskott som tagits. När kolumnerna
summerades vid årskiftet stod man ofta i skuld till
brukspatron. Då var det inte läge att ställa krav på
bättre vilkor eller flytta. Man var ju skuldsatt.
Bruken hade dock tidigt en form av socialt
skyddsnät. Den som blev sjuk, gammal, faderslös
eller änka, hade möjligheter att klara uppehället.
Dels satte smeder och arbetare själva av en slant
till understödskassor för arbetsskadade och änkor,
dels delade bruken ut ”gratial”, en form av pension till arbetsoförmögna och änkor.
Arbetet på bruket var hårt, men det var det och andra sidan på många håll i Sverige under 1800-talet. Att arbeta på bruket hade en del fördelar. Man
hade bostad i brukets arbetarbostäder eller smedsgårdar. Man hade tillgång till en egen odlingslott
som gav grönsaker och rotfrukter. Betesmark eller
fritt djurfoder och fri ved var andra former av naturalön. Man hämtade ut varor till hushållet i brukets handelsbod; säd, kött, mjölk, brännvin och tobak. Bruksledningen hade monopol på handeln.
Även om levnadsstandarden och arbetsförhållanden för brukens arbetare var hårda och i vissa fall
närmast outhärdliga, så gav bruken ett visst mått
av trygghet och anseende till dess arbetare. Detta
märks inte minst genom det faktum att smedspojkar och bruksarbetare stod i betydligt högre kurs
hos de giftasvuxna flickorna, än en skogsarbetare
eller bonddräng, som befann sig utanför brukets
sociala trygghet.
Valsverk
och valsas till stång eller tråd i medium- och finvalsverk. Plåt görs i ett reversibelt kvartovalsverk. I
universalverken tillverkas balkar med olika profiler t ex
järnvägsräls.
Att valsa ut järnet var mycket arbetsbesparande.
Metoden hade varit känd förut, men det var vid
lancashiresmidets genombrott på 1800-talet som
valsverken började ersätta stångjärnsmedjorna.
Med götstålsmetodernas införande fick valsverken sitt
definitiva genombrott. Det blev den dominerande
metoden för stålets vidare bearbetning.
Det finns olika typer av valsverk. Valsverken benämns
ofta efter antalet valsar. Reversibla verk går att köra i
bägge riktningarna. Götvalsverket, vanligen ett reversibelt duovalsverk, levererar ämnen. Dessa värms upp
Smedjebackens valsverk i Dalarna startades 1856.
Verket fungerade som ett kooperativ för de omgivande
små bruken. 1877 installerades Sveriges första universalverk vid Smedjebacken. Uppfinnare var Ernst von
Zweigbergk. Verket bestod av en kombination av
stående och liggande slätsvarvade valsar. Arbetsstycket
gick från den ena sortens vals till den andra och kunde
bearbetas samtidigt på alla fyra sidor. Produktionen av
balkar med olika profiler ökade avsevärt och universalvalsverket installerades vid nästan alla svenska järnverk.
23
Upptäckterna –
nya typer av stål
Stål är som sagt järn med upp till 2% kol. För att
förbättra stålets egenskaper prövade man att blanda in andra ämnen i det smälta järnet.
I början av 1900-talet experimenterades det med
olika typer av stållegeringar, vilket ledde till upptäckten och utvecklingen av rostfritt stål. Mest av
en slump upptäckte man, ungefär samtidigt, i Storbritannien, Tyskland och USA att stål med kromhalter på 17-20% inte rostar. Kromatomerna bildar en tunn oxidhinna som skyddar mot korrosion.
Skadas denna yta bildas genast en ny hinna genom
inverkan av luftens syre.
Till en början fick det nya materialet ganska begränsad användning. Framförallt var det inom de
områden där hygienen var viktig som det rostfria
stålet först kom att användas, t ex inom sjukvården.
När den svenska stålindustrin under 1920-talet
drabbades av allvarliga svårigheter, blev satsningen på rostfritt stål en väg ut ur krisen. Det blev
också inledningen till en forsatt specialisering
inom den svenska stålindustrin.
Vid sekelskiftet lanserades snabbstålet, en stållegering med 10-18% wolfram och 3-6% krom, som
kunde behålla sin hårdhet även vid temperaturer
upp emot 500 grader. Det nya materialet skulle få
stor betydelse. När man t ex borrar blir borren
varm. Ju snabbare man borrar desto varmare bli
den. Ett vanligt stål klarar inte värmen utan ”löper
ut” redan vid 100 grader. 1898 anställdes Fredric
Taylor vid Bethlehem Steel, USA. Vid denna tid,
då järnvägen byggdes ut i snabb takt, rådde en stor
efterfrågan på svarvade järnvägshjul. Taylors
uppdrag var att utveckla ett stål som inte blev
mjukt vid borrning eller svarvning vid högre varvtal på maskinerna. Tillsammans med en kollega
uppfann han ett stål som kom att kallas ”highspeed steel”, snabbstål. Det nya stålet kunde presenteras på världsutställningen i Paris år 1900.
Att uppfinningen såg dagens ljus redan efter två år
berodde mycket på en slump. Försöken att härda
legeringen skulle genomföras vid 850 grader.
Härdmästaren råkade dock somna vid ett av försöken så att temperaturen steg till 1200 grader. Detta
försök gav ett mycket positivt resultat. Till en början förstod man inte riktigt varför, eftersom härdmästaren naturligt nog hade svårt att erkänna att
han somnat.
Snabbstålet skulle få stor betydelse för verkstadsindustrin. Idag, i slutet av 1990-talet medger
snabbstålet arbetshastigheter som är 8-10 gånger
högre än de var i början av seklet.
Massproduktionen, världskrigen och bilen
Som tidigare nämnts så slog götstålsprocesserna
igenom under slutet av 1800-talet. De nya framställningsmetoderna medförde att priset på stål
kunde sänkas radikalt. Detta skapade en ny efterfrågan. Det billiga stålet möjliggjorde massproduktion av många varor. Under årtiondena kring
sekelskiftet ökade den svenska stålproduktionen
mycket kraftigt.
Gjuteriindustrin
hade tänt på sattes blåsmaskinen igång. Luftdraget gav
en hög förbränning som smälte järnet.
Gjuterinäringen expanderade kraftigt under slutet av
1800-talet. En ny teknik med kupolugnar innebar att
gjuterierna inte längre behövde ligga intill masugnarna.
Produktionen ökade från 20 000 ton 1875 till 120 000
ton 1905.
Järnet tappades upp i en skänk som bars bort till
gjutflaskorna för fyllning. Då järnet stelnat togs det
färdiga gjutstycket ur formen och rensades från sand
och smuts. Till sist putsades små skavanker bort i
verkstaden.
Arbetet i gjuterierna började med att man tillverkade
trämodeller av föremålen som skulle gjutas. Sedan
fylldes en låda, den s k flaskan, med lerbunden sand.
Trämodellen pressades ner i lådan. När sanden hade
torkats togs modellen bort och formen var färdig.
Produktionen av järngjutgods för industrins behov i
form av maskiner, maskindelar, byggnads- och konstruktionsmaterial var av avgörande betydelse för
industrisamhällets framväxt och utveckling.
När kupolugnen skulle tändas lades ett lager ved i
botten och sedan fylldes ugnen med en blandning av
koks och sönderslagna gjutjärnstycken. Efter att man
24
Massproduktion av en stor mångfald produkter i form
av spisar, kaminer och ugnar, jordbruksredskap,
dekorativa byggnadsdetaljer, trädgårdsmöbler, husgeråd
och mycket annat, revolutionerade tillvaron och satte
sin prägel på den fysiska miljön. Nu lades grunden till
det moderna konsumtionssamhället.
Under de båda världskrigen inriktades den samlade industrins resurser mot tillverkning av vapen
och ammunition. Kol och järn blev strategiska råvaror. Efter andra världskriget ivrade både franska
och tyska politiker för ett närmare ekonomiskt
samarbete mellan Frankrike och det dåvarande
Västtyskland. Genom samordning av kol- och
stålproduktionen skulle ett ömsesidigt nyttobero-
ende uppstå, till fördel för såväl produktionen som
för goda grannskapsförhållanden. Intresse för
samverkan fanns även i andra västeuropeiska länder. Genom Parisfördraget 1951 bildades den s k
kol- och stålunionen, en föregångare till dagens
EU, som syftade till att ge nationerna gemensam
kontroll över de för krigföringen viktigaste råvarorna.
Titta på
Rummet domineras av den stora bessemerkonvertern från Västanfors bessemerverk i
Västmanland.
Bessemermetoden innebar att man kunde
framställa ett billigt stål och bidrog starkt till
industrialiseringen. Den första lyckade framställningen, en världshistorisk händelse, sker i
Edsken, i skogstrakterna mellan Gästrikland
och Dalarna.
Under 1800-talet växer industrisamhället
fram. Man bygger järnvägar och ångbåtar.
Snabbare trafik börjar sammanbinda olika länder. Nya fabriker byggs, nya städer växer upp.
Men till allt detta behövdes mer och mer järn
och stål. Hur skulle man kunna producera stora mängder stål till ett billigt pris? Fanns det
inget annat sätt än den kostbara lancashiremetoden?
Den engelske ingenjören Henry Bessemer hade
länge brottats med problemet. Hans idé var att
man skulle blåsa in het luft i flytande tackjärn.
Elektriciteten och
järnhanteringen
Elektriciteten började i större omfattning utnyttjas som
energikälla i början av 1900-talet. Elektrisk belysning,
elektrifiering av järnvägarna och elektriska motorer för att
driva maskiner inom industrin innebar nya möjligheter.
Elkraften fick också stor betydelse för elektrostålprocesserna som utvecklades vid denna tid. Idag, cirka 100 år
senare, svarar elektrostålet för närmare hälften av
världens stålproduktion.
De första försöken i Sverige med elektrostålugn ägde
rum i Gysinge kring sekelskiftet. De relativt låga
priserna på elkraft – ofta levererade av brukens egna
kraftstationer – gjorde att ljusbågsugnarna övertog en
allt större del av den skrotbaserade råståltillverkningen.
Från och med 1920-talet började elektrostålet kunna på
allvar konkurrera med martinstål.
Bessemers försök hade fört honom så pass
långt att han kunde ta patent på sin metod.
Men metoden ville aldrig lyckas riktigt bra.
Henry Bessemer mötte så den svenske brukspatronen Göran Fredrik Göransson, ägare av
Edske masugn, som var på affärsresa i England. De kom överens om att Göransson skulle
göra försök med Bessemers metod hemma i
Sverige. Sommaren 1857 monterades en ”converter ” vid Edsken. Den stjälpbara ugnen fylldes med tackjärn, medan varmluften pressades in. Man gjorde den ena blåsningen efter
den andra och skickade stålet till Högbo bruk
för att utsmidas. Men från Högbo kom ständigt samma svar – stålet var inte bra. Stämningen började bli förtvivlad. Göransson hade
försökt med alla möjliga justeringar, men utan
resultat. Till sist provade man med större lufthål och större lufttillförsel i konvertern, igenom det flytande järnet. Götstyckena skickades till Högbo. Några dagar senare fick Göransson ett telegram med beskedet – ”en lyckad blåsning!”. Världen fick sitt billiga stål.
Elektrostålugnen blev betydelsefull för tillverkningen av
specialstål. Till en början användes den vid tillverkning
av snabbstål och rostfritt stål. Idag är elektrostålmetoden, vid sidan av syrgasmetoden, den mest använda.
I början av 1900-talet hade man stora förhoppningar
om att den elektriska kraften skulle kunna användas
också för stålframställning. Man hoppades på att kunna
ersätta träkolet som energikälla i masugnen (även om
man fortfarande använde träkolet som reduktionsmedel).
Elektrohyttor byggdes först vid de stora kraftveken i
Trollhättan och Porjus, men också vid några järnverk.
På 1940-talet var produktionen av eltackjärn som störst.
1946 motsvarade den 23 % av den totala tackjärnsproduktionen. 1978 lades den sista elektrohyttan ner.
25
Med de moderna produktionsmetoderna kunde
man som sagt sänka kostnaderna för att tillverka
stål radikalt. Stål kom att användas till allt fler produkter. Massproduktionen och lägre priser gjorde
dem tillgängliga för många människor.
Vid sekelskiftet 1900 började allt fler fabriker tillverka bilar, i Sverige bland annat Scania (1901). I
USA startade Henry Ford masstillverkning av TForden (1908). Det skulle dröja ytterligare några
år innan personbilen i form av Volvos PV blev
symbol för folkhemmet.
Titta på
Arbetsförhållandena vid bruken var
hårda. Det skulle råda tukt och ordning. Olydnad och uppstudsighet
straffades med böter, ibland också med
våld. Förr existerade husbondens rätt
till s k husaga, och brukspatron hade
därför laglig rätt att handgripligen tukta den som bröt mot den ordning som
gällde vid bruken. Rätten till husaga
gällde fram till 1858, därefter fick husbonden endast aga pojkar under 18
och flickor under 16. Först 1920 togs
också den rätten bort.
Arbetarnas svåra förhållanden framgår
också av den stora skuldsättning som
nästan alla hade till sina arbetsgivare.
Lönen räckte sällan till men arbetarna
kunde ta ut mat i brukets butik i ”förskott”. Detta innebar i praktiken att arbetarna hela tiden arbetade sig djupare
och djupare i skuld.
De hårda vilkoren vid bruken illustreras
i den högra montern i avdelningen från
katekes till aktiebrev. Där kan du bland
annat se 1841 års bruksliggare från
Österbybruk samt en gummibatong
från Forsmark bruk.
Dagens järn- och
stålhantering
Från 1950-talet sker inom järn- och stålhanteringen, tack vare revolutionerade omvälvningar inom
tillverkningstekniken, en övergång till allt större
produktionsvolymer och allt mer kvalificerade
produktegenskaper. Effektiviseringen av stål- och
järnindustrin, medförde att många människor förlorade sina arbeten. I slutet av 1980-talet tillverkade 20 000 anställda inom stålindustrin lika mycket
som 53 000 personer 1974. Effektiviseringen var
ofta förödande för de orter som var uppbyggda
kring och beroende av järnverken.
Under femton år från mitten av 1960-talet och
framåt, sker i Sverige en slutlig avfasning av de
klassiska stål- och järnframställningsprocesserna.
Den sista träkolsmasugnen, i Svartå, blåstes ned
1966. Den sista blåsningen i en thomaskonverter
skedde på NJA i Luleå 1972. Martinprocessen slutade användas 1981, den sista basiska ugnen var i
Boxholm och den sista sura i Sandviken.
1997 fanns det fyra masugnar kvar i Sverige, två i
Oxelösund och två i Luleå, och de producerade
mer än dubbelt så mycket som de 28 masugnar
som var i drift 1960.
Oxelösund – ett
modernt brukssamhälle
I dag är större delen av Sveriges malmbaserade ståltillverkning lokaliserad till Luleå och Oxelösund. Många
traditionella bruksorter drabbades hårt under den s k
stålkrisen, men Oxelösund har hittills överlevt.
Den första hyttan i Oxelösund anlades 1917. Vid denna
tidpunkt var lokaliseringen ett radikalt brott mot
traditionen. Tidigare hade alla hyttor legat nära malmfyndigheterna. Tillgång till en isfri hamn och järnväg till
Bergslagen blev här istället avgörande. Att den nya
masugnen var en koksmasugn, och därmed beroende
av importerat kol, spelade också in.
26
Att tillverka stål idag
Vid tillverkning kan stålet ges de mest skilda
egenskaper. De skapas dels av stålets kemiska
sammansättning, dels av hur stålet bearbetas och
värmebehandlas. Konsten är att i ett och samma
stål kunna kombinera flera önskvärda egenskaper.
Att exempelvis förena god formbarhet med hög
hållfasthet är som att förena eld och vatten. Likafullt
är det möjligt. Att utveckla stålets egenskaper är
därför en ständigt pågående uppgift för forskningen.
Tillverkning av stål är en mäktig process. För att
helt behärska den krävs mycket stor kunskap och
skicklighet. Man måste kunna hantera flera tusentals ton med temperaturer på mer än 1500 grader i
sekundsnabba produktionsförlopp.
Genom hela processen, från det heta stålet i ugnarna till valsningen av den tunnaste plåt, krävs avancerad datastyrning och modernaste teknik men
ändå känns mycket igen.
I masugnens övre del tillför man järnmalm i form
av till exempel pellets varvad med koks och kalk.
Koksens uppgift är att befria järnmalmen från syre
så att endast järnet återstår. Koksen är också
bränsle. Förbränningen sker genom inblåsning av
luft i masugnens nedre del. Luften har förvärmts
upp till 1300 grader. Under reduktionen smälter
järnet och tar upp ca 4% kol. Detta råjärn tappas ut
i ugnens nedre del.
I en s k syrgaskonverter färskas råjärnet. Genom
tillsats av syrgas förbränns kolet som avgår i form
av koloxid. Denna s k LD-process är idag den
vanligaste metod för framställning av råjärn. LDVid förstatligandet av de lappländska malmfälten vid
mitten av 1950-talet erhöll Grängesbergsbolaget ca 600
miljoner kronor som investerades i ett helt nytt integrerat stålverk i Oxelösund. Här tänkte man i första hand
tillfredställa de svenska skeppsvarvens behov av
grovplåt. Råvaran hämtades med järnväg från Stråssa,
Grängesberg och andra mellansvenska gruvor. På kort
tid omdanades Oxelösund från ett fiskeläge till en
modern ”folkhemsk” industriort. Befolkningen ökade
till 15 000 invånare 1965. 3 500 lägenheter byggdes
varav hälften egnahem. Stora resurser satsades på
utbyggnaden av skolan.
När den svenska varvsindustrin lades ner under 1970talet började man istället att tillverka nya stålkvaliteter
för andra ändamål. Att man övergick från den s k
kaldoprocessen till syrgaskonverter på 1970-talet
processen är en syrgasmetod som tekniskt är besläktad med Bessemermetoden. Den började användas i slutet av 1940-talet i Österrike. I Sverige
fick metoden sitt genombrott kring 1960 och konkurrerade snabbt ut thomasprocessen. Kolhalten
sänks på detta sätt till önskad nivå, som i det färdiga stålet uppgår till mellan 0,01 och 0,5 %. Justering av kolhalten sker i efterföljande processteg.
Elektrostålugnar används för att smälta skrot. I
ugnen finns tre grafitelektroder. De ljusbågar som
bildas mellan elektroderna och stålskrotet ger tillräckligt höga temperaturer för att stålet skall smälta.
Elektrostålugnar är särskilt lämpliga för tillverkning av specialstål med högt legeringsinnehåll.
Stränggjutning började användas i början av
1960-talet. I slutet av 1990-talet stränggöts ca
85% av världens stålproduktion. Stränggjutning är
en process där det flytande stålet långsamt gjuts i
en lång sträng. Strängen stelnar efter hand och kapas till slut i lämpliga längder till stålämnen.
Valsning syftar till att ge stålet olika form och
egenskaper. Valsning innebär att stålämnet passerar
mellan två roterande cylindrar ungefär som ett lakan i en mangel. Valsningen sker antingen i varmt
tillstånd vid 800-1300 grader (varmvalsning) eller
i rumstemperatur (kallvalsning). Valsning sker
ofta till en början reversibelt vilket innebär att stålämnet passerar fram och tillbaka mellan valsarna
flera gånger. Färdigvalsning sker ofta i en riktning
då stålämnet passerar flera valspar efter varandra.
Vad man hela tiden är ute efter är att ge stålet olika
egenskaper beroende på dess användningsområde.
Stål med hög hållfasthet tål hög belastning. Stål
som är hårt har god motståndskraft mot slitage i
betydde också mycket för överlevnaden. Stålverket har
under 1990-talets senare del varit världens största
tillverkare av höghållfast slitplåt. 1998 invigdes ett nytt
kvartovalsverk i Oxelösund.
Spännarhyttan –
ett samhälle som försvann
1981 var Spännarhyttan i mediernas centrum. En lång
masugnstradition skulle gå i graven. Spännarhyttan i
Norberg skulle läggas ner efter en drifttid på nära 100
år. Trots nysatsningen under 1970-talet skulle stålkrisen
i Sverige dra Spännarhyttan med sig. Därmed försvann
inte bara en hytta och en arbetsplats utan också ett
samhälle där människor haft sin hemvist i generationer.
27
form av exempelvis nötning och slag. Stål med
god formbarhet tål att bockas i snäva radier eller
att pressas till komplicerade former utan att brista.
Stål med god svetsbarhet kan svetsas ihop utan att
hållfasthetsegenskaperna vid svetsen försämras.
Genom att tillföra olika legeringsämnen kan man
förbättra bland annat stålets korrosionshärdighet
(stålet rostar inte) eller varmhållfasthet (stålet förblir starkt även vid höga temperaturer) samt härdbarhet (stålet kan göras hårt och starkt). Olika typer av stål för olika användningsområden som t ex
kirurgiska nålar, höftledsproteser, brandsläckare
och krockbalkar i bilar.
Det värdefulla skrotet
Till skillnad från de flesta andra material kan stål
återvinnas om och om igen utan att förlora några
av sina ursprungliga egenskaper. Stålskrot kan således smältas om utan att järnet förstörs.
Genom att i det flytande råstålet tillföra eller ta
bort legeringsämnen kan man varje gång stålet
smälts om styra det nya stålets egenskaper. Man är
därför inte bunden till en bestämd skrotsort när
man genom återvinning skapar nya stålprodukter.
Titta på
Idag kan man anpassa stålets egenskaper till
de mest skilda användningsområden. I utställningen ges en rad spännande exempel.
Bland annat kan du se hur man tillverkar
brandsläckare. En brandsläckare måste vara
lätt och stark. Lätt att bära och stark nog att
stå emot trycket från det komprimerade
släckmedlet. Tillverkningen sker med s k
vändpressning. Plåten pressas omväxlande
från behållarens ut- och insida utan uppehåll
till dess att den får sin slutliga form. Under
pressningen blir plåten hårdare och brandsläckaren får den hållfasthet som krävs.
Ett annat område där stål har stor betydelse
är inom sjukvården. Dels i verktyg och som
proteser. Stål är ett billigt material och accepteras dessutom av kroppens vävnader.
Spännarhyttan hade redan från början en modern
masugn. 1882 byggdes hyttan på en plats där vattenkraft saknades. Man litade på den nya tekniken,
ångkraften. Malm och skog för hyttans drift fanns i
omedelbar närhet. Spännarhyttan expanderade och
1910 togs två masugnar i drift. Masugnsanläggningen
döptes till Queen Louise.
Samtidigt växte ett samhälle fram på hyttområdet,
hyreskaserner byggdes upp och köksträdgårdar anlades.
Arbete och hemliv var tätt sammanflätade på gott och
ont. Arbetarna hade vissa naturaförmåner såsom billig
ved och mjölk. I hyttan fanns en badinrättning för
familjerna. Spännarhyttan hade en egen skola och även
en ungdomsklubb genom en driftig lärarinnas försorg.
Hyttan genomgick under åren flera förbättringar, bland
annat en övergick man till koksdrift 1950. Vid samma
28
Implantat av rostfritt stål har använts sedan
1962. Ett av exemplen längs väggen är en
höftled av stål. På en höftled ställs krav på
utmattningshållfasthet, styrka och motstånd mot rost. Kroppens salthalt är på 0,6%
och stålet måste kunna stå emot denna korrosiva miljö.
Specialstål används inom sjukvården även i
kirurgiska nålar. För att en nål ska kunna slipas
krävs ett hårt stål. Av en kirurgnål krävs mer
än så. Den måste kunna böjas, ha minsta
möjliga dimension och den får inte brista.
Genom att smälta stål under vacuum och
sedan utskiljningshärda det, har man lyckats
förena dessa egenskaper. Du kan se hur dessa
nålar används i en film om hornhinnetransplantation vid St: Eriks sjukhus i Stockholm.
tidpunkt började man bygga moderna bostäder på
annat håll, i Norberg.
1974 invigdes en helt ny masugn – en symbol för den
nya tidens antågande. Järnframställningen var datastyrd
och järnet transporterades till Surahammar. Nu upplöstes gamla livsmönster. Man bodde inte längre vid
hyttanläggningen. Flertalet anställda med familjer
flyttade till de moderna bostäderna i Norberg utanför
hyttområdet. De sista bostäderna i Spännarhyttan
brändes ner av dess egen brandkår 1976.
Trots omfattande ny investeringar klarade man inte
1970-talets stålkris med vikande efterfrågan och
fallande stålpriser. 1981 släcktes den nya namnlösa,
moderna masugnen för gott. Idag finns på platsen
endast några få rester kvar som vittnar om det som en
gång var samhället Spännarhyttan.
Fragmentering är en teknik som används för att
skilja olika materialslag från varandra vid återvinning. I en stor kran slås föremål sönder till knappt
knytnävsstora bitar. Eftersom järn är magnetiskt
kan man därefter med hjälp av en elektromagnet
skilja stålskrotet från annat material. Det tar 30
sekunder att på detta sätt förvandla en skrotbil till
högvärdig råvara.
1998 baserades närmare hälften av världens stålproduktion på återvunnet material. Svensk järnoch stålindustri återvann då ca två miljoner ton
skrot per år, vilket är långt mer än återvinningen
av alla andra metaller tillsammans.
Stålets inre hemligheter
Stål är som sagt järn med högst cirka 2% kol. Liksom andra metalliska material är stål uppbyggd av
ett stort antal kristaller eller korn tätt sammanbundna i s k korngränser. Atomerna i varje kristallkorn är ordnade i ett regelbundet mönster, en
så kallad kristallstruktur.
Det speciella med järn är att det kan anta olika
kristallstrukturer, eller fastillstånd, beroende på
temperatur och hur det legeras. De viktigaste faserna är ferrit och austenit. Genom att austeniten
förmår lösa höga halter kol medan ferriten i jämvikt inte kan detta, skapas förutsättningarna för en
unik rikedom av värmebehandlingar som kan ge
stål med mycket mångsidiga egenskaper. Härdning av stål till mycket hög hållfasthet är kanske
den mest kända formen av värmebehandling.
Detta är den tekniska förklaringen till att stål idag
är vårt dominerande konstruktionsmaterial.
Legeringar och
värmebehandlingar
Den kemiska sammansättning har avgörande betydelse
för stålets egenskaper. Därför tillsätter man olika ämnen
i stålet, man legerar stålet.
Den relativa mängden legeringsämnen varierar starkt.
Ett av de vanligaste legerade stålen är det rostfria stålet
som kan ha en tillsats på t ex 18% krom och 8% nickel.
Legeringsämnet bor ger däremot effekt redan vid mycket
små mängder. Här räcker en tillsats av 0,0002% (=20g/
ton) för att erhålla ett stål med förutsättningen för
mycket hög hållfasthet.
Värmebehandling innebär att stålet under noggrann
kontroll av temperaturen först värms upp och sedan kyls
ned. Det syftar till att skapa olika egen-skaper i stålet.
Grundläggande är stålets förmåga att vid varierande
temperatur anta olika kristallstrukturer och faser.
Stålet i vardagen
För över 2500 år sedan började järnhanteringen i
Sverige. Då framställdes järn ur myrmalm med
hjälp av enkla blästerugnar. Idag används masugnar som producerar 10.000 ton järn per dygn.
Dagens samhälle vore kanske inte möjligt utan utvecklingen inom järnhanteringen. Det går knappt
att tänka sig något område där stål eller järn saknar betydelse, trots att man ofta talar om dagens
samhälle som det postindustriella samhället eller
som informationssamhället.
Även om mycket runt omkring oss inte är av järn
eller stål, så har de flesta ting i vår vardag formats
av stål. Allt från läskburkar till Lego och CD-skivor. Vi har stål i våra sängar, badrum, kök. Vi åker
till skolan eller jobbet i fordon av stål. På vår fritid
fiskar vi med ståldrag, påtar i trädgården med stålredskap eller åker skateboard med kullager av
stål. Stål och järn finns överallt.
Ingen känner gränserna för det framtida stålets
prestanda. En ständig forskning öppnar möjligheterna för nya produkter och användningsområden.
Titta på
Idag använder vi, och har, stål runt omkring oss 24 timmar om dygnet. I utställningen kan du följa en dag i 26-åriga Sofies
liv. I monterväggen kan du se hur Sofie
kommer i kontakt med stål. Från morgonen
till kvällen, på jobbet och på fritiden.
Exempel på värmebehandling av stål är härdning och
anlöpning. Genom att hetta upp stålet, så att strukturen
blir austenitisk och sedan snabbt kyla ned det, kan de
flesta stål härdas. Vid normal kylning omvandlas
austenit till ferrit. Vid snabb kylning hinner inte detta
ske. Istället bildas då martensit som vid hög kolhalt blir
mycket hård. Martensit kan sägas vara ferrit i vilken
kolatomer tvingats stanna kvar. Följden blir stora
spänningar i kristallerna. För att ge stålet en balanserad
hårdhet och seghet värms det upp till mellan 200 och
650 grader vid s k anlöpning.
För kolrika stål är mjukglödgning en viktig värmebehandling eftersom dessa stål utan en sådan behandling
är omöjliga eller i varje fall svåra att forma eller bearbeta. Genom mjukglödgning kan stål som efter härdning
har exceptionell hållfasthet ändå göras formbara.
29
Mer att läsa
Järn på nätet
För fortsatt läsning och fördjupande litteratur kan
vi rekommendera bland annat Tekniska museets
årsbok Daedalus 1997 vars tema är Svenskt järn
under 2500 år – Från gruvpigor och smeddrängar till operatörer. Boken innehåller en rad spännande artiklar, utav såväl arkeologer som ingenjörer och täcker många olika områden.
Stålindustrins branschorganisation Jernkontoret
har en omfattande hemsida. Där finns en länklista
med adresser till hemsidor för båda svenska och
utländska stålproducenter, järnets historia och
branschutbildningar m m.
En annan nyutkommen bok är historikern Hans
Furuhagens Mercurius och Vulcanus - En krönika om järnet i Sverige från 1997, som på ett bra
och lättillgängligt presenterar järnhanteringens
historia.
Det svenska järnet genom tiderna av Jalmar Furuskog från 1938 kan sägas vara en gammal
”klassiker”.
Vill man veta mer om de sociala förhållandena
samt människors föreställningar kring järn och
järnhantering rekommenderas Carl-Herman Tillhagens Järnet och människorna från 1981.
Alf Nordström skildrar den svenska brukskulturen i sin bok Bergsmän och brukspatroner från
1987.
30
http://www.jernkontoret.se
Frågeuppgifter: Ferrum
Årskurs 4 – 6
1. I det första rummet hittar du sju olika metaller. Under antiken gav man varje metall ett tecken.
Dessa tecken hade dessutom andra betydelser. Rita av tecknet för järn. Vilka andra betydelser hade
detta tecken? __________________________________________________________________
____________________________________________________________________
2. I en av montrarna kan du se ett svenskt mynt som räknas som världens största. Vilken metall är
myntet tillverkat av? Under vilket århundrade användes det? ______________________________
____________________________________________________________________
3. Innan man började bryta järnmalm i gruvor hämtade man malmen från annat håll. Varifrån hämtades den?______________________________________________________________________
____________________________________________________________________
4. Varför togs sjömalmen ofta upp på vintern?_________________________________________
____________________________________________________________________
5. Av vilka material byggde man en blästerugn? _______________________________________
____________________________________________________________________
6. I en blästerugn blandas malm och kol. Kolet gör att malmen delar sig så att järnet blir fritt. Med kol
får man också en hög temperatur i ugnen. Vad mer tillförs för att ytterligare höja temperaturen?
____________________________________________________________________
____________________________________________________________________
7. Vad kallas restprodukten från en blästerugn? ________________________________________
8. Vad kallas det järn som framställs i en masugn? _______________________________________
9. Vilken är skillnaden mellan järnet från blästerugnen och järnet från en masugn? _____________
____________________________________________________________________
10.
Till vad används en karvstock? _________________________________________________
11.
Vad tillverkade man på ett styckebruk? ___________________________________________
12.
I masugnarna gick det åt väldigt mycket träkol. Vad kallas den ”anläggning” där man framställde
träkol? ________________________________________________________________________
13.
Järnet som framställdes vid masugnen fraktades till en stångjärnsmedja för färskning. Vad
menas med att färska järnet? ______________________________________________________
____________________________________________________________________
14.
Varför var järnbruken tvungna att stämpla stångjärnet? ______________________________
____________________________________________________________________
15.
Under 1600-talet invandrade duktiga smeder till Sverige för att hjälpa oss att göra bättre järn.
Vad kallades de? Från vilket land i Europa kom de? _______________________________________
16.
I Lanchashiresmedjan hör man något som dunkar i bakgrunden. Vad är det? ______________
____________________________________________________________________
17.
Varför är smederna klädda i tunna vita skjortor? ___________________________________
____________________________________________________________________
18.
Stångjärn från Sverige exporterades till England för omvandling till stål (stål har en högre kolhalt
än järn). Vad hittar du i reseschatulet som är tillverkat i Sheffield 1837? _______________________
____________________________________________________________________
19.
I mitten av 1800-talet kom de s k götstålsprocesserna, som gjorde det möjligt att snabbt och bil-
ligt framställa järn och stål. I vilken av götstålsprocesserna användes den stora behållaren som står
mitt på golvet? _________________________________________________________________
____________________________________________________________________
20.
Varifrån kom järnet som tappades i den stora behållaren? ____________________________
____________________________________________________________________
21.
Vad togs bort ur järnet i den stora behållaren? _____________________________________
____________________________________________________________________
22.
Eiffeltornet i Paris byggdes till en stor utställning 1889. Varför byggdes det inte 100 eller 200 år
tidigare? ______________________________________________________________________
____________________________________________________________________
23.
Rostfritt stål uppfanns i början av 1900-talet. Vilken annan metall har man blandat i för att järnet
inte skall rosta? _________________________________________________________________
24.
När man tillverkar stål kan man använda skrot. Vad är det för fördelar med att använda skrot jäm-
fört med att inte göra det? _________________________________________________________
____________________________________________________________________
Frågeuppgifter: Ferrum
Årskurs 7 – 9
1. På 500-talet f Kr. började man framställa järn i Sverige. I vilka områden? ___________________
____________________________________________________________________
2. Varför tror du att man började framställa järn i just dessa områden? _______________________
____________________________________________________________________
3. Vad är skillnaden mellan direkt och indirekt järnframställning? __________________________
____________________________________________________________________
4. Malm är egentligen inte ett geologiskt begrepp utan ett ekonomiskt. Vad menas med begreppet
”malm”? _____________________________________________________________________
____________________________________________________________________
5. Nämn några verksamheter som förändrades i och med att man mer och mer började använda järnföremål? ______________________________________________________________________
____________________________________________________________________
6. Under tidig medeltid börjar man använda masugnar för järnframställning. Varför tror du man började använda masugnen istället för blästerugnen? ________________________________________
____________________________________________________________________
7. Beskriv hur järnframställning med masugn går till? ___________________________________
____________________________________________________________________
____________________________________________________________________
____________________________________________________________________
8. Från 1860-tal infördes de s k götstålsmetoderna. Dessa metoder hade stor betydelse för industrialiseringsprocessen. Varför? _________________________________________________________
____________________________________________________________________
9. Hur fungerar Bessemermetoden? ________________________________________________
____________________________________________________________________
____________________________________________________________________
10.
Tack vare Thomasmetoden kunde man börja bryta malm i Norrland. Varför? ______________
____________________________________________________________________
11.
Vad var fördelarna med Martinmetoden? _________________________________________
____________________________________________________________________
___________________________________________________________________
12.
Vad är det som gör att rostfritt stål inte rostar?_____________________________________
____________________________________________________________________
13.
Vad heter den kristallstruktur som uppkommer då man härdar? ________________________
____________________________________________________________________
14.
Idag används en rad olika tekniker för att tillverka stålföremål. En av dessa är den s k pulvertekni-
ken. Varför används pulverteknik? ___________________________________________________
____________________________________________________________________
15.
Nämn några användningsområden för modernt stål? ________________________________
____________________________________________________________________
____________________________________________________________________
vinning saknas. I ren form är silver nästan lika
smidbart som guld.
Alkemisternas
sju metaller
I centrum för alkemin stod de sju kända metallerna: Guld, silver, järn koppar, kvicksilver, tenn och
bly. För alkemisterna var metallerna av gudomligt
ursprung. För dem var talet sju magiskt och fyllt
med hemlig kunskap.
Guld • Apollon • söndag
3
Guld är en av de mest sällsynta metallerna i naturen och den enda som förkommer i rent tillstånd.
Guld var också den första metallen människor
kände till. Den är mjuk och den lättast smidbara av
alla metaller. Guld kan valsas till bladguld med en
tjocklek av 0,0000001 m. En guldklimp på 25 kg
kan dras ut till en tråd som är närmare 75 000 m
lång Guldföremål tillverkades i Europa redan
5000 f Kr..
Guld är i princip oföränderlig. Flera tusen år gamla guldföremål ser ut som de är nytillverkade, därför kallas guld också för ”den eviga metallen”.
Guld har i alla tider varit en värdemätare och symbol för makt och rikedom. De första guldmynten
tillverkades ca 500 f Kr av den rike kung Krösus.
Silver • Artamis • måndag
4
Som maktsymbol och värdemätare har silvret intagit andra platsen efter guldet. Silver förekommer mycket sällan i ren form utan utvinns oftast
som en biprodukt vid koppar och blyframställning. Silver är dock vanligt i naturen, men bara i
små mängder. I världens hav finns sammanlagt ca
1 miljard ton silver men lönsamma metoder för ut-
I minst 6000 år har människor använt silver som
smyckemetall. Från antiken fram till vårt århundrade var silver den värdemässigt viktigaste myntmetallen. Silver i bitar har länge använts som internationellt betalningsmedel, både före och parallellt med myntsystemet. Man hackade loss silver
från smycken eller mynt. Formen spelade ingen
roll. Man betalade efter vikten. Otaliga är de vikingatida silverskatter som vittnar om detta i
Sverige.
Järn • Mars • tisdag
7
Järn är världens vanligaste metall. Jordskorpan
består till 6% av järn, i jordens inre finns ännu mer
järn. Hela jordklotet består av 35% järn. Det är det
vanligaste av alla grundämnen. Att järn är ganska
vanligt i universum, vet vi genom meteoriter som
fallit till jorden. Rent järn är en silvervit, plastiskt
formbar och inte särskilt hård metall. Den förkommer dock sällan i ren form, då den lätt förenar sig
med andra grundämnen. Järn är ett livsnödvändigt
mineral för de flesta levande organismer. Även för
människan.
Järnets egenskaper varierar kraftigt med halten
kol. Vid järnframställning tar järnet upp kol som
gör järnet hårt och sprött. När kolhalten understiger 0,4% får man smidbart järn. Järnet är relativt
mjukt och kan inte härdas. Ökar kolhalten blir järnet till stål. Stål är hårdare och kan härdas, vilket
är nödvändigt när man vill smida eggverktyg.
Överstiger kolhalten 2,0% är materialet inte smidbart men går att gjuta – gjutjärn.
Som så ofta i förhistorisk tid är det svårt att bestämma exakt när man började framställa järn ur
malm. Senast 1300 f Kr utvecklade hettiterna konsten att framställa järn. Men redan innan man hade
lyckats framställa järn tillverkades föremål av järn
som hade kommit till jorden med meteorer. Då var
järn mer kostbart än guld. I vårt land började järn
användas ca 600 f Kr. Långt senare, på 1800-talet,
kom tidperioden 600 f Kr-1050 e Kr att benämnas:
järnålder.
Kvicksilver • Merkurius
onsdag
5
Kvicksilver framställs till största delen av cinnober, som inte är en särskilt giftig malm. Kvicksilver har en rad unika fysikaliska och kemiska egenskaper. Kvicksilver är den enda metallen som är
flytande i rumstemperatur och är vattenlöslig.
Kvicksilver har varit känt länge. Det har hittats
kvicksilver i egyptiska gravar från 1600 f Kr. Den
första kända beskrivningen av kvicksilver kommer från Aristoteles. Han berättar hur grekerna
använde metallen för att utvinna guld och silver.
De arabiska kaliferna i Spanien på 900-talet anlade, som extravagant lyx, spegeldammar av kvicksilver i sina trädgårdar.
Kvicksilver är mycket giftigt för de flesta former
av liv. Främst är det kvicksilverånga som redan
vid rumstemperatur är starkt hälsovådligt. Trots
detta har kvicksilver och kvicksilverföreningar
länge använts för medicinskt bruk. På 1400-talet
användes kvicksilver bland annat för att bota syfilis.
Tenn • Jupiter • torsdag
8
Tenn förkommer i naturen främst som föreningar i
mineralet tennsten. I gedigen form har tenn endast
hittats i enstaka förekomster tillsammans med
guld. Tenn utmärker sig genom låg smältpunkt,
god smidbarhet, ringa giftighet, lågt pris och sin
förmåga att bilda legeringar med andra metaller.
På grund av dessa egenskaper har tenn utnyttjats
av människan till varierande ändamål.
Tillsätter man tenn till koppar får man brons, som
är mycket hållbart. Redan 3000 f Kr gjorde man
brons i östra medelhavsområdet och Mesopotamien. Tenn användes också för framställning av
kärl och prydnadsföremål, kanske främst för att
det liknar silver. Tenn hade då på grund av sin relativa sällsynthet ett relativt högt värde och man
bedrev en omfattande tennhandel. Efter medeltiden blev tennföremålen vanliga i Sverige. År 1790
fanns det ca 57 tennmästare i 40 olika städer.
Koppar • Afrodite • fredag
6
Koppar finns både i gedigen form och som kemiska föreningar i jordskorpan. I Sverige har man
funnit koppar i gedigen form bland annat i Värmland. Av alla metaller är kopparen, näst silver, den
bästa ledaren för elektricitet och värme. Koppar är
även en livsnödvändighet för alla levande organismer.
Koppar var jämte guld, silver och bly, en av de
första metallerna som bearbetades av människan.
Liksom guld var de första kopparföremålen dyrbara prestigeobjekt. Spår av kopparhantering
finns redan från 7000 f Kr i nuvarande Turkiet.
Från ca 3500 f Kr började man utvinna koppar på
Cypern, som var den antika världens främsta kopparkälla. Ordet koppar betyder för övrigt: metall
från Cypern.
Blandar man 1/10 tenn och 9/10 koppar får man en
legering: brons. Brons lämpar sig för gjutning och
år hårdare än koppar, varför den i stor utsträckning användes till redskap, vapen och smycken.
Tidsperioden 1800 f Kr-600 f Kr brukar benämnas
för bronsåldern.
Bly • Saturnus • lördag
9
Rent bly är ovanligt i naturen och utvinns huvudsakligen ur ett mineral, s k blyglans. Bly är en
mjuk och lätt formbar metall med hög densitet, d v
s bly är tungt. Den kan lätt gjutas, valsas och smidas i önskade former. Bly och blyföreningar är
giftiga för människor, djur och växter.
Bly tillhör jämte guld, silver och koppar de metaller som människan först använde. Babylonierna
och romarna använde blytavlor att skriva på. I
Grekland och Rom förekom bly som material till
mynt, vikter, kokkärl, och vattenledningsrör. Vattenledningsrör av bly har man funnit i Rom och i
Pompeji. I England finns fortfarande blyrör från
den romerska tiden i bruk. Vattenrör av bly kan
leda till blyförgiftningar. Något som troligen var
vanligt under antiken.
Den italienska filosofen Ficino ansåg att melankoliska människor skulle undvika bly och ting associerade med Saturnus.
Tekniska
museets
lärarhandledningar
1. Gruvan
2. Ferrum – svenskt järn och stål genom tiderna
3. Från kula till dator